วันที่แนะนำ 01.01.93
1. มาตรฐานนี้ระบุช่วงของท่อเหล็กเชื่อมไฟฟ้าตามยาว 2. ขนาดของท่อต้องสอดคล้องกับตาราง 1 . 3. ความยาวของท่อทำ: ความยาวที่ไม่ได้วัด: มีเส้นผ่านศูนย์กลางสูงสุด 30 มม. - ไม่น้อยกว่า 2 ม. pr และ d เส้นผ่านศูนย์กลางด้วย v. 30 ถึง 70 มม. - ไม่น้อยกว่า 3 เมตร ด้วยเส้นผ่านศูนย์กลางเซนต์. 70 ถึง 152 มม. - ไม่น้อยกว่า 4 เมตร ด้วยเส้นผ่านศูนย์กลางเซนต์. 152 มม. - อย่างน้อย 5 ม. ตามคำร้องขอของผู้บริโภคท่อของกลุ่ม A และ B ตาม GOST 10705 ที่มีเส้นผ่านศูนย์กลางมากกว่า 152 มม. นั้นผลิตขึ้นโดยมีความยาวอย่างน้อย 10 ม. ท่อของทุกกลุ่มที่มีเส้นผ่านศูนย์กลางไม่เกิน 70 มม. - ยาวอย่างน้อย 4 ม. ความยาวที่วัดได้: มีเส้นผ่านศูนย์กลางสูงสุด 70 มม. - ตั้งแต่ 5 ถึง 9 ม. ด้วยเส้นผ่านศูนย์กลางเซนต์. 70 ถึง 219 มม. - จาก 6 ถึง 9 ม. ด้วยเส้นผ่านศูนย์กลางเซนต์. 219 ถึง 426 มม. - ตั้งแต่ 10 ถึง 12 ม. ท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 426 มม. นั้นทำมาจากความยาวที่ไม่ได้วัดเท่านั้น ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภคท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 70 ถึง 219 มม. จะทำได้ตั้งแต่ 6 ถึง 12 ม. คูณด้วยความยาวหลายหลากอย่างน้อย 250 มม. และไม่เกินขีดจำกัดล่างที่กำหนดไว้สำหรับท่อวัด ค่าเผื่อสำหรับการตัดแต่ละครั้งตั้งไว้ที่ 5 มม. (หากไม่มีการระบุค่าเผื่ออื่น ๆ ไว้) และรวมอยู่ในการคูณแต่ละครั้ง
ตารางที่ 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
|||||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
|||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
|||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
||||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
|||||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
|||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
||||||||||
ความต่อเนื่องของตาราง 1
|
เส้นผ่านศูนย์กลางภายนอก mm |
มวลตามทฤษฎีของท่อ 1 ม., กก., มีความหนาของผนัง, mm |
|||||||||||
ตารางที่ 2
3.3. ความเบี่ยงเบนสูงสุดโดยรวมสำหรับท่อหลายท่อไม่ควรเกิน: + 15 มม. - สำหรับท่อที่มีความแม่นยำระดับ I + 100 มม. - สำหรับท่อที่มีความแม่นยำระดับ II 3.4. ตามคำร้องขอของผู้บริโภค ท่อที่มีความแม่นยำระดับ II ที่วัดได้และความยาวหลายระดับต้องมีปลายตัดและด้านเดียวหรือสองด้าน 4. ขีด จำกัด การเบี่ยงเบนสำหรับเส้นผ่านศูนย์กลางภายนอกของท่อแสดงไว้ในตาราง 3.ตารางที่ 3
บันทึก.สำหรับการวัดขนาดเส้นผ่านศูนย์กลางและการวัดปริมณฑล ขีดจำกัดขอบบนและล่างสุดจะถูกปัดเศษให้ใกล้เคียงที่สุด 1 มม. 5. ตามคำร้องขอของผู้บริโภคท่อตาม GOST 10705 นั้นผลิตขึ้นโดยมีความทนทานด้านเดียวหรือออฟเซ็ตสำหรับเส้นผ่านศูนย์กลางภายนอก ความคลาดเคลื่อนด้านเดียวหรือค่าออฟเซ็ตไม่ควรเกินผลรวมของค่าเบี่ยงเบนสูงสุดที่ระบุในตาราง 3. 6. จำกัด การเบี่ยงเบนความหนาของผนังควรสอดคล้องกับ: ± 10% - มีเส้นผ่านศูนย์กลางท่อสูงสุด 152 มม. GOST 19903 - สำหรับท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 152 มม. สำหรับความกว้างแผ่นสูงสุดของความแม่นยำปกติ ตามข้อตกลงระหว่างผู้บริโภคและผู้ผลิต อนุญาตให้ผลิตท่อที่มีความทนทานต่อความหนาของผนังด้านเดียว ในขณะที่ความทนทานด้านเดียวไม่ควรเกินผลรวมของค่าเบี่ยงเบนสูงสุดของความหนาของผนัง 7. สำหรับท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 76 มม. อนุญาตให้ผนังหนาที่เสี้ยน 0.15 มม. 8. ท่อสำหรับท่อที่มีขนาดเส้นผ่านศูนย์กลาง 478 มม. ขึ้นไปที่ผลิตตาม GOST 10706 มีการเบี่ยงเบนสูงสุดสำหรับเส้นผ่านศูนย์กลางภายนอกของปลายที่ระบุไว้ในตาราง 4.ตารางที่ 4
9. ความไม่สม่ำเสมอและความสม่ำเสมอของท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 530 มม. ซึ่งทำขึ้นตาม GOST 10705 ไม่ควรเกินค่าเบี่ยงเบนสูงสุดตามลำดับในเส้นผ่านศูนย์กลางภายนอกและความหนาของผนัง ท่อที่มีเส้นผ่านศูนย์กลาง 478 มม. ขึ้นไปผลิตตาม GOST 10706 ต้องมีความแม่นยำสามระดับในแง่ของการตกไข่ ความโค้งของปลายท่อไม่ควรเกิน: 1% ของเส้นผ่านศูนย์กลางภายนอกของท่อเพื่อความแม่นยำระดับที่ 1 1.5% ของเส้นผ่านศูนย์กลางภายนอกของท่อเพื่อความแม่นยำระดับ 2 2% ของเส้นผ่านศูนย์กลางภายนอกของท่อเพื่อความแม่นยำระดับ 3 การตกไข่ของปลายท่อที่มีความหนาของผนัง 0.0 ถึง 1 ของเส้นผ่านศูนย์กลางภายนอกนั้นถูกกำหนดโดยข้อตกลงระหว่างผู้ผลิตและผู้บริโภค 10. ความโค้งของท่อที่ผลิตตาม GOST 10705 ไม่ควรเกิน 1.5 มม. ต่อความยาว 1 ม. ตามคำร้องขอของผู้บริโภค ขอบของท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 152 มม. ไม่ควรเกิน 1 มม. ต่อความยาว 1 ม. ความโค้งทั้งหมดของท่อที่ผลิตตาม GOST 10706 ไม่ควรเกิน 0.2% ของความยาวท่อ ไม่ได้กำหนดเส้นโค้งการสึกหรอสำหรับความยาวของท่อดังกล่าว 1 ม. 11. ข้อกำหนดทางเทคนิคต้องเป็นไปตาม GOST 10705 และ GOST 10706 ตัวอย่างของสัญลักษณ์: ท่อที่มีเส้นผ่านศูนย์กลางภายนอก 76 มม. ความหนาของผนัง 3 มม. ความยาวเกจ ระดับความแม่นยำ II และกล่าวอีกนัยหนึ่งจากเกรดเหล็ก St3sp ผลิตตามกลุ่ม B GOST 10705-80:![]()
เช่นเดียวกันด้วยความแม่นยำที่เพิ่มขึ้นตามเส้นผ่านศูนย์กลางภายนอก ความยาวหารด้วย 2,000 มม. ระดับความแม่นยำ 1 ถึงความยาว จากเหล็กและเกรด 20 ผลิตขึ้นตามกลุ่ม B GOST 10705-80:
ท่อที่มีเส้นผ่านศูนย์กลางภายนอก 25 มม. ความหนาของผนัง 2 มม. ความยาวหลายเท่าของ 2,000 มม. ความแม่นยำระดับ II สำหรับความยาวที่ผลิตตามกลุ่ม D ของ GOST 10705-80
ท่อที่มีเส้นผ่านศูนย์กลางภายนอก 1,020 มม. เพิ่มความแม่นยำในการผลิต, ความหนาของผนัง 12 มม., เพิ่มความแม่นยำในเส้นผ่านศูนย์กลางภายนอกของปลายท่อ, ความแม่นยำระดับที่ 2 ในการรูปไข่, ความยาวที่ไม่ได้วัด, ทำจากเหล็กและ St3sp, ผลิตตามกลุ่ม e B GOST 10706 -76 บันทึก.ในสัญลักษณ์ของท่อที่ผ่านการบำบัดความร้อนตลอดปริมาตรทั้งหมด ตัวอักษร T จะถูกเพิ่มหลังคำว่า "ท่อ"; ท่อที่ผ่านการอบชุบด้วยความร้อนเฉพาะจุด ให้เติมตัวอักษร L
ข้อมูลสารสนเทศ
1. พัฒนาและแนะนำโดยกระทรวงโลหะวิทยาของ USSR DESIGNERS VP Sokurenko, Cand เทคโนโลยี วิทยาศาสตร์; วี.เอ็ม. โวโรนา, แคนด์. เทคโนโลยี วิทยาศาสตร์; พี.เอ็น. อิฟชิน, แคนด์. เทคโนโลยี วิทยาศาสตร์; NF Kuzenko, VF Ganzina 2. ได้รับการอนุมัติและแนะนำโดยคำสั่งของคณะกรรมการเพื่อการมาตรฐานและมาตรวิทยาของสหภาพโซเวียตหมายเลข 1743 ลงวันที่ 15.11.91 3. แทนที่ GOST 10704-76 4. มาตรฐานการอ้างอิงและเอกสารทางเทคนิค 5. การทบทวน ธันวาคม 2539
การประยุกต์ใช้ท่อและสัญลักษณ์ที่ใช้กับผลิตภัณฑ์ท่อ
การประยุกต์ใช้ผลิตภัณฑ์ท่อ
1. ในอุตสาหกรรมน้ำมันและก๊าซ:
- ท่อเจาะ - สำหรับเจาะหลุมสำรวจและผลิต
- ท่อปลอก - เพื่อป้องกันผนังของบ่อน้ำมันและก๊าซจากการถูกทำลาย, น้ำเข้าไปในบ่อน้ำ, เพื่อแยกอ่างเก็บน้ำน้ำมันและก๊าซออกจากกัน
- ท่อ - สำหรับการทำงานของหลุมเจาะในการผลิตน้ำมัน
2. สำหรับท่อ:
- ท่อส่งน้ำและก๊าซ
- ท่อส่งน้ำมัน (สนามสำหรับท่อหลัก)
3. ในการก่อสร้าง
4. ในวิศวกรรมเครื่องกล:
- ท่อหม้อน้ำ - สำหรับหม้อไอน้ำแบบต่างๆ
- ท่อแตก - สำหรับการสูบผลิตภัณฑ์น้ำมันติดไฟภายใต้แรงดันสูงและสำหรับการผลิตองค์ประกอบความร้อนสำหรับเตาเผา
- ท่อโครงสร้าง - สำหรับการผลิตชิ้นส่วนเครื่องจักรต่างๆ
5. สำหรับการผลิตเรือและกระบอกสูบ
สัญลักษณ์ท่อ
ตัวเลขแรกเหนือเส้นระบุเส้นผ่านศูนย์กลางภายนอกของท่อเป็นมม. ตัวที่สองคือความหนาของผนังเป็นมม. ตามด้วยการกำหนดขนาดหรือความถี่ของท่อ หากวัดท่อแล้วความยาวของท่อจะแสดงเป็นมม. หากไม่วัดจากนั้นจะมีตัวอักษร "cr" ตามขนาดของหลายหลาก ตัวอย่างเช่น: กำหนดท่อหลายขนาด 1 ม. 25 ซม. 1250 cr. หากท่อไม่ได้วัด จะไม่ระบุหลายหลาก (มิติ)
หลังจากหลายหลาก ระดับความแม่นยำของท่อจะถูกตั้งค่า มีการผลิตระดับความแม่นยำสองระดับตามความยาวของท่อ:
1 - มีการตัดแต่งและลบคมส่วนปลายนอกแนวโรงสี
2 - ด้วยการตัดในแนวโรงสี
ค่าเบี่ยงเบนจำกัดความยาวน้อยกว่าสำหรับท่อที่มีความแม่นยำระดับ 1 หากไม่ได้ระบุระดับความแม่นยำ แสดงว่าท่อมีความแม่นยำปกติ
ตัวเลขแรกใต้บรรทัดหมายถึงกลุ่มคุณภาพ: A, B, C, D จากนั้นตามด้วยเกรดเหล็กและเหล็กกล้า GOST
หลังคำว่า ไปป์ ในบางกรณี ตัวอักษรจะระบุดังต่อไปนี้:
“ T” - ท่ออบร้อน;
"C" - ท่อเคลือบสังกะสี
“ R” - ท่อเกลียว;
"Pr" - หลอดการผลิตที่มีความแม่นยำ
“ M” - พร้อมคลัตช์;
“ N” - ท่อสำหรับการรีดเกลียว
"D" - ท่อที่มีเกลียวยาว
"P" - ท่อที่มีความแข็งแรงในการผลิตเพิ่มขึ้น
2 ... การจำแนกท่อเหล็ก
มีหลายวิธีในการจำแนกท่อ
โดยวิธีการผลิต:
1. ไม่มีรอยต่อ:
NS)รีดร้อนและเย็น
NS)เย็นเปลี่ยนรูปในสภาวะเย็นและอบอุ่น
NS)กด
2. รอย:
ก) รีดร้อนและเย็น
NS) การเชื่อมความต้านทานไฟฟ้า
ค) การเชื่อมด้วยแก๊สไฟฟ้า
ตามโปรไฟล์ของส่วนท่อ:
- กลม;
- รูปทรง - วงรี สี่เหลี่ยม สี่เหลี่ยม สาม หก และแปด เหลี่ยม ยาง ปล้อง ทรงหยดน้ำ และโพรไฟล์อื่น ๆ
โดยขนาดของเส้นผ่านศูนย์กลางภายนอก (NSNSมม.):
- ขนาดเล็ก (เส้นเลือดฝอย): 0.3 - 4.8;
- ขนาดเล็ก: 5 - 102;
- ขนาดกลาง: 102 - 426;
- ขนาดใหญ่: มากกว่า 426
ขึ้นอยู่กับอัตราส่วนของเส้นผ่านศูนย์กลางภายนอกต่อความหนาของผนังท่อ:
| № | ชื่อ | NSNS/ NSNS | NSNS/NSNS |
| 1 | ผนังหนาพิเศษ | 5,5 | 0,18 |
| 2 | ผนังหนา | 5,5 — 9 | 0,18 — 0,12 |
| 3 | ปกติ | 9,1 — 20 | 0,12 — 0,05 |
| 4 | ผนังบาง | 20,1 — 50 | 0,05 — 0,02 |
| 5 | ผนังบางพิเศษ | 50 | 0,02 |
ตามคลาสท่อ:
- ท่อ 1-2 คลาสทำจากเหล็กกล้าคาร์บอน ท่อคลาส 1 ซึ่งเรียกว่าท่อมาตรฐานและท่อแก๊ส ใช้ในกรณีที่ไม่มีข้อกำหนดพิเศษ ตัวอย่างเช่นในการก่อสร้างนั่งร้าน, รั้ว, ฐานรองรับ, สำหรับวางสายเคเบิล, ระบบชลประทาน, เช่นเดียวกับการกระจายเฉพาะและการจัดหาสารที่เป็นก๊าซและของเหลว
- ท่อคลาส 2ใช้ในท่อหลักแรงดันสูงและต่ำสำหรับการจ่ายก๊าซ น้ำมันและน้ำ ผลิตภัณฑ์ปิโตรเคมี เชื้อเพลิงและของแข็ง
- ท่อคลาส 3ใช้ในระบบที่ทำงานภายใต้แรงดันและอุณหภูมิสูง ในเทคโนโลยีนิวเคลียร์ ในท่อน้ำมันแตกร้าว ในเตาเผา หม้อไอน้ำ ฯลฯ
- ท่อคลาส 4มีไว้สำหรับการสำรวจและใช้ประโยชน์จากแหล่งน้ำมัน ใช้เป็นการขุดเจาะ ปลอกหุ้ม และเสริม
- ท่อคลาส 5- โครงสร้าง - ใช้ในการผลิตอุปกรณ์การขนส่ง (อาคารรถยนต์ อาคารรถยนต์ ฯลฯ) ใน โครงสร้างเหล็ก(ปั้นจั่นสะพาน, เสากระโดง, ปั้นจั่นน้ำมัน, รองรับ) เป็นชิ้นส่วนของเฟอร์นิเจอร์ ฯลฯ
- ท่อคลาส 6ใช้ในวิศวกรรมเครื่องกลสำหรับการผลิตกระบอกสูบและลูกสูบของปั๊ม, แหวนแบริ่ง, เพลาและชิ้นส่วนเครื่องจักรอื่น ๆ , ถังที่ทำงานภายใต้แรงดัน มีท่อขนาดเส้นผ่านศูนย์กลางภายนอกขนาดเล็ก (สูงสุด 114 มม.) ขนาดกลาง (114-480 มม.) และขนาดใหญ่ (480-2500 มม. และอื่นๆ)
ตามมาตรฐานการจัดหาท่อ (GOST):
- มาตรฐานข้อกำหนดทั่วไปกำหนดข้อกำหนดผลิตภัณฑ์ที่ครอบคลุม ลักษณะคุณภาพท่อ กฎการยอมรับ และวิธีการทดสอบ
- มาตรฐานการแบ่งประเภทซึ่งรวมถึงมาตรฐานสำหรับท่อเอนกประสงค์ที่ใช้ในภาคส่วนต่างๆ ของเศรษฐกิจของประเทศ ให้ค่าเบี่ยงเบนสูงสุดของขนาดเชิงเส้นของท่อ (เส้นผ่านศูนย์กลาง ความหนาของผนัง ความยาว ฯลฯ) ความโค้งและมวล
- ข้อกำหนดทางเทคนิค มาตรฐานกำหนดข้อกำหนดทางเทคนิคขั้นพื้นฐานสำหรับท่อทั่วไปโดยระบุเกรดเหล็กคุณสมบัติทางกล (ความต้านทานแรงดึง, ความแข็งแรงของผลผลิต, การยืดตัวสัมพัทธ์, ในบางกรณี - ผลกระทบ, ความเหนียวของวัสดุท่อ); ข้อกำหนดสำหรับคุณภาพพื้นผิว เช่นเดียวกับข้อกำหนดสำหรับการทดสอบทางเทคโนโลยีโดยแรงดันไฮดรอลิก การทำให้แบน การแผ่ การดัด ฯลฯ นอกจากนี้ มาตรฐานข้อกำหนดทางเทคนิคสำหรับท่อยังกำหนดกฎการยอมรับ ข้อกำหนดพิเศษสำหรับการติดฉลาก บรรจุภัณฑ์ การขนส่งและการเก็บรักษา ;
- มาตรฐานวิธีการทดสอบกำหนดวิธีการทดสอบทั่วไปสำหรับความแข็งและแรงกระแทก การควบคุมจุลภาคและโครงสร้างมหภาค การกำหนดแนวโน้มการกัดกร่อนตามขอบเกรน เช่นเดียวกับวิธีทดสอบเฉพาะสำหรับท่อ (การดัด แรงดันไฮดรอลิก การร้อยด้วยลูกปัด การขยายตัว การแบน การยืดตัว ข้อบกพร่องของอัลตราโซนิก การตรวจจับ ฯลฯ เป็นต้น)
- มาตรฐานสำหรับกฎการทำเครื่องหมาย บรรจุภัณฑ์ การขนส่ง และการเก็บรักษา กำหนดข้อกำหนดสำหรับการดำเนินการขั้นสุดท้ายของการผลิตท่อ ซึ่งใช้กันทั่วไปสำหรับเหล็กหล่อและท่อเหล็กทุกประเภท รวมถึงอุปกรณ์ติดตั้ง
3. ลักษณะมาตรฐานผลิตภัณฑ์ท่อ
3.1. ปัญหาทั่วไปของมาตรฐานของผลิตภัณฑ์ท่อ
- มาตรฐานของรัฐคืออะไร ใช้ที่ไหน ใครเป็นผู้ร่างและอนุมัติ
คำตอบ: GOST เป็นมาตรฐานของรัฐซึ่งใช้กับอาณาเขตทั้งหมด สหพันธรัฐรัสเซีย... คอมไพเลอร์ - ผู้พัฒนา GOST สามารถ: สถาบันวิจัย, องค์กร, องค์กร, หน่วยงานควบคุมและห้องปฏิบัติการ เป็นผลให้วัสดุทั้งหมดใน GOST ใหม่หรือในการแก้ไขของเก่ามาบรรจบกันในคณะกรรมการของรัฐเพื่อการมาตรฐานซึ่งให้การประเมินขั้นสุดท้ายและอนุมัติ GOST สำหรับผลิตภัณฑ์ผลิตภัณฑ์หรือกระบวนการทั้งหมด
- ใครสามารถยกเลิก GOST หรือทำการเปลี่ยนแปลงหรือเพิ่มเติมได้?
คำตอบ: GOST มีอายุ 5 ปี อย่างไรก็ตาม ในช่วงเวลานี้อนุญาตให้ทำการเปลี่ยนแปลงและเพิ่มเติมได้ ซึ่งได้รับการแนะนำและรับรองโดยคณะกรรมการมาตรฐานของสหพันธรัฐรัสเซีย (ปัจจุบัน URALNITI มีอำนาจดังกล่าว) ห้ามพิมพ์ซ้ำ GOST และดำเนินคดีเนื่องจากละเมิดกฎหมาย ซึ่งหมายความว่าไม่มีใครอื่นนอกเหนือจากองค์กรข้างต้นสามารถเปลี่ยนแปลงมาตรฐานได้ และไม่มีใครมีสิทธิที่จะเพิกเฉยต่อข้อกำหนดที่กำหนดไว้ในนั้น
- 3. อะไรคือส่วนทั่วไปใน GOST สำหรับผลิตภัณฑ์ไปป์ เนื้อหาของพวกเขาคืออะไร?
คำตอบ: GOST ที่มีข้อกำหนดสำหรับท่อจะถูกวาดขึ้นตามกฎตามรูปแบบเดียวกันและมีส่วนต่อไปนี้:
- การแบ่งประเภท;
- ข้อกำหนดทางเทคนิคสำหรับผลิตภัณฑ์นี้
- กฎการยอมรับ
- วิธีควบคุมและทดสอบ
- การทำเครื่องหมาย การบรรจุ การขนส่งและการเก็บรักษา
ส่วน "การแบ่งประเภท" จัดให้มีการ จำกัด การผลิตท่อในช่วงขนาดเส้นผ่าศูนย์กลาง (ภายนอกและภายใน) ความหนาและความยาวของผนังตาม GOST นี้ ค่าเบี่ยงเบนที่อนุญาตได้ทุกประเภทในพารามิเตอร์ทางเรขาคณิตมีให้ที่นี่: เส้นผ่านศูนย์กลาง ความหนาของผนัง ความยาว การตกไข่ การลบมุม ความหนาของผนัง ความโค้ง GOST ส่วนนี้แสดงตัวอย่างสัญลักษณ์ท่อที่มีข้อกำหนดต่างกันสำหรับพารามิเตอร์ทางเรขาคณิต คุณสมบัติทางกล องค์ประกอบทางเคมี และลักษณะทางเทคนิคอื่นๆ
บทที่ " ความต้องการทางด้านเทคนิค". ประกอบด้วยรายการเกรดเหล็กที่สามารถทำท่อได้หรือ GOST สำหรับองค์ประกอบทางเคมี แบรนด์ต่างๆกลายเป็น. ในส่วนนี้มีมาตรฐานสำหรับคุณสมบัติทางกล (ความต้านทานแรงดึง ความแข็งแรงของผลผลิต การยืดตัว ความแข็ง แรงกระแทก การหดตัวสัมพัทธ์ ฯลฯ) สำหรับเหล็กเกรดต่างๆ ที่อุณหภูมิทดสอบต่างกัน มีการกล่าวถึงประเภทของการอบชุบด้วยความร้อนและการทดสอบทางเทคโนโลยี: การดัด การกระจาย การแบน การร้อยลูกปัด การทดสอบด้วยพลังน้ำและนิวแมติก
ในส่วนนี้ของเกือบทุก GOST ข้อกำหนดสำหรับสถานะของพื้นผิวถูกตั้งค่าและแสดงรายการข้อบกพร่องที่ยอมรับไม่ได้และอนุญาต
ควรสังเกตว่าคุณลักษณะเฉพาะของ GOST คือไม่มีการอ้างอิงถึงมาตรฐานผลิตภัณฑ์
ข้อกำหนดที่สำคัญอย่างหนึ่งของ GOST คือเงื่อนไขของปลายท่อ: ท่อที่เชื่อมต่อไปจะต้องทำมุม 30 -35 ° ไปจนสุดปลายทื่อและท่อทั้งหมดที่มีความหนาของผนังสูงสุด 20 มม. ต้องมีปลายตัดตรง
ส่วน "กฎการยอมรับ" อธิบายว่าควรยอมรับอย่างไรในเชิงปริมาณและเชิงคุณภาพ บรรทัดฐานของตัวอย่างสำหรับการทดสอบและควบคุมพารามิเตอร์ต่างๆ กำลังอยู่ระหว่างการเจรจา
ส่วน "วิธีการควบคุมและทดสอบ" จะได้รับ กฎทั่วไปการสุ่มตัวอย่างและวิธีการควบคุมพื้นผิวและพารามิเตอร์ทางเรขาคณิต นอกจากนี้ ให้ ข้อมูลสั้นโดยอ้างอิงถึงเอกสารข้อบังคับที่เกี่ยวข้อง เกี่ยวกับการดำเนินการทดสอบทางเทคโนโลยีและการควบคุมคุณสมบัติทางกล ซึ่งรวมถึง วิธีการที่ไม่ทำลายล้าง... จากส่วนนี้ คุณจะพบว่า: ควรใช้ GOST ใดหากจำเป็นต้องทำการทดสอบด้วยคลื่นเสียงความถี่สูง การทดสอบการกัดกร่อนตามขอบเกรน และการทดสอบแรงดันไฮดรอลิก
ส่วน "การทำเครื่องหมาย การบรรจุ การขนส่งและการเก็บรักษา" ไม่มีข้อมูลเนื่องจากเปลี่ยนเส้นทางไปที่ GOST 10692 - 80
- 4. เหตุใดกฎสำหรับการยอมรับผลิตภัณฑ์จึงกำหนดไว้ใน GOST
คำตอบ: มีกฎการยอมรับสำหรับท่อแต่ละประเภท ตัวอย่างเช่น มาตรฐานสำหรับการทดสอบทางโลหะวิทยา (โครงสร้างจุลภาคและโครงสร้างมหภาค) เนื้อหาของการรวมตัวที่ไม่ใช่โลหะ (ซัลไฟด์ ออกไซด์ คาร์ไบด์ ทรงกลม ไมโครพอร์) ได้รับการกำหนดขึ้นสำหรับท่อแบริ่ง สำหรับท่ออากาศยาน เงื่อนไขเพิ่มเติมคือการควบคุมขนาดของชั้น decarburized และการปรากฏตัวของเส้นขน (บนอุปกรณ์ Magnoflox) สำหรับเหล็กกล้าไร้สนิม - สำหรับการกัดกร่อนตามขอบเกรน ฯลฯ
- 5. แสดงการใช้ GOST
คำตอบ: ตัวอย่าง สั่งท่อ 57*4mm. ทำจากเหล็กเกรด 10 ความยาวหลายเท่า 1250 มม. เพิ่มความแม่นยำในเส้นผ่านศูนย์กลาง GOST 8732-78, gr. B และข้อ 1.13 ของ GOST 8731-74
ผม. ให้เรากำหนดความเบี่ยงเบนที่อนุญาตในแง่ของพารามิเตอร์ทางเรขาคณิต:
A) โดยเส้นผ่านศูนย์กลาง: ตามตารางที่ 2 ของ GOST 8732-78 ความคลาดเคลื่อนของเส้นผ่านศูนย์กลางจะเป็น± 0.456 มม.;
B) ความหนาของผนัง: ตามตารางที่ 3 ของ GOST 8732-78 ความทนทานต่อความหนาของผนังจะเท่ากับ + 0.5 มม., -0.6 มม.
D) ตามความยาว: ตามข้อ 3 ของ GOST 8732-78 ความยาวท่อขั้นต่ำคือ 5025 มม. สูงสุดคือ 11305 มม.
D) การตกไข่ของท่อ: ความทนทานต่อเส้นผ่านศูนย์กลาง* 2;
E) ความหนาของผนังท่อ
G) ความโค้งของท่อ
การกำหนดท่อแบบธรรมดาในตัวอย่างของเรา: ไปป์ 57p * 4.0 * 1250kr GOST 8732-78
В 10 GOST 8732-74
ครั้งที่สอง เนื่องจากท่อได้รับคำสั่งตามกลุ่ม B ของ GOST 8731-74 จึงจำเป็นต้องตรวจสอบการปฏิบัติตามคุณสมบัติทางกลที่แท้จริงด้วยคุณสมบัติที่ระบุไว้ในตารางที่ 2 ของ GOST ที่มีชื่อ:
ก) ความต้านทานการฉีกขาด
ข) การทดสอบการไหลของโลหะ
C) ทดสอบการยืดตัวของตัวอย่าง
- การตรวจสอบพื้นผิว: ข้อบกพร่องที่ยอมรับไม่ได้และยอมรับได้
IV. การตัดปลายท่อและวิธีการกำหนดความลึกของข้อบกพร่อง
- เนื่องจากคำสั่งซื้อมีรายการ 1.13 จึงจำเป็นต้องทำการทดสอบทางเทคโนโลยี ในกรณีนี้ ให้ตรวจสอบตัวอย่างสองตัวอย่างสำหรับการทำให้แบน
- เกรดเหล็กถูกกำหนดโดยวิธีการเกิดประกายไฟ
วี. การติดฉลาก บรรจุภัณฑ์ และการเก็บรักษา (ดู GOST 10692–80)
- 6. อะไรคือข้อกำหนดทางเทคนิค ใครเป็นคนทำ?
คำตอบ: เงื่อนไขทางเทคนิคเป็นข้อตกลงด้านกฎระเบียบที่สรุประหว่างผู้ผลิตท่อ (กระบอกสูบ) และผู้บริโภคของผลิตภัณฑ์ที่ระบุ
การร่างข้อกำหนดทางเทคนิคนำหน้าด้วย งานด้านเทคนิค, การพัฒนาโครงการ, การวิเคราะห์และความเชี่ยวชาญมากมาย
TU ได้รับการอนุมัติจากผู้จัดการด้านเทคนิคของผู้ผลิตและผู้บริโภค จากนั้นจึงลงทะเบียนกับ UralNITI
- 7. เงื่อนไขทางเทคนิคและ GOST แตกต่างกันอย่างไร
คำตอบ: คุณลักษณะเฉพาะของข้อกำหนดทางเทคนิคคือการใช้ข้อกำหนดและคุณลักษณะที่ไม่ได้มาตรฐาน (ขนาด ค่าเบี่ยงเบนที่อนุญาต ข้อบกพร่อง ฯลฯ) ไม่ควรคิดว่าข้อกำหนดทางเทคนิค "อ่อนแอ" กว่า GOST และเทคโนโลยีสำหรับการผลิตผลิตภัณฑ์ ตามข้อกำหนดทางเทคนิคสามารถทำให้ง่ายขึ้น ในทางตรงกันข้าม ข้อกำหนดทางเทคนิคจำนวนหนึ่งมีข้อกำหนดที่เข้มงวดมากขึ้นสำหรับความแม่นยำในการผลิต ความสะอาดของพื้นผิว ฯลฯ ซึ่งผู้ซื้อจ่ายเพิ่มให้กับผู้ผลิต
คุณลักษณะที่โดดเด่นคือความยืดหยุ่นของข้อกำหนดทางเทคนิค ความสามารถในการเปลี่ยนแปลงหรือเพิ่มเติมได้ทันที ซึ่งไม่ต้องใช้เวลานานในการอนุมัติ เมื่อทำงานกับข้อกำหนดทางเทคนิค ระบบจะใช้ระบบมาตรฐาน ผลิตภัณฑ์แบบครั้งเดียว และคำสั่งซื้อแต่ละรายการอย่างแพร่หลาย
- 8. ขอบเขตของเงื่อนไขทางเทคนิค
คำตอบ: มีเงื่อนไขทางเทคนิคในระดับสาธารณรัฐเป็นต้น TU สำหรับผลิตภัณฑ์อาหารทุกประเภท รวมถึงภายในองค์กร เช่น TU สำหรับการจัดหา บิลเล็ตท่อระหว่างโรงงาน Pervouralsk Novotrubny และ Oskolsk EMK ภายในองค์กรของเรา มีข้อกำหนดทางเทคนิค 30 ข้อสำหรับการจัดหาเหล็กแท่งตั้งแต่การรีดท่อไปจนถึงร้านวาดท่อ และเราใช้ข้อกำหนดทางเทคนิคที่แตกต่างกันถึง 500 รายการสำหรับผลิตภัณฑ์ท่อทั้งหมด
3.2. ลักษณะของผลิตภัณฑ์ที่ผลิตตาม GOST หลัก
1.GOST - 10705 - 80 - ท่อเหล็กเชื่อมไฟฟ้า
มาตรฐานนี้ใช้กับท่อเหล็กตามยาวที่มีเส้นผ่านศูนย์กลาง 8 ถึง 520 มม. ที่มีความหนาของผนังสูงสุด 10 มม. ซึ่งรวมเหล็กกล้าคาร์บอน ใช้สำหรับท่อและโครงสร้างเพื่อวัตถุประสงค์ต่างๆ
NS)ความยาวนอกเกจ (ท่อไม่ยาวเท่ากัน):
- ที่มีเส้นผ่านศูนย์กลางสูงสุด 30 มม. - ไม่น้อยกว่า 2 เมตร
- มีเส้นผ่านศูนย์กลาง 30 ถึง 70 มม. - ไม่น้อยกว่า 3 เมตร
- มีเส้นผ่านศูนย์กลาง 70 ถึง 152 มม. - ไม่น้อยกว่า 4 เมตร
- ที่มีเส้นผ่านศูนย์กลางมากกว่า 152 มม. - ไม่น้อยกว่า 5 ม.
ในชุดของท่อที่มีความยาวไม่ได้วัด อนุญาตให้ใช้ท่อที่สั้นลงได้ถึง 3% (โดยน้ำหนัก):
- ไม่น้อยกว่า 1.5 ม. - สำหรับท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 70 มม.
- ไม่น้อยกว่า 2 ม. - สำหรับท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 152 มม.
- ไม่น้อยกว่า 4 เมตร - สำหรับท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 426 มม.
ท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 426 มม. ผลิตขึ้นในความยาวที่ไม่ได้วัดเท่านั้น
NS)ความยาวที่วัดได้(ความยาวเท่ากัน)
- มีเส้นผ่านศูนย์กลางสูงสุด 70 มม. - ตั้งแต่ 5 ถึง 9 ม.
- มีเส้นผ่านศูนย์กลาง 70 ถึง 219 มม. - ตั้งแต่ 6 ถึง 9 ม.
- มีเส้นผ่านศูนย์กลาง 219 ถึง 426 มม. - ตั้งแต่ 10 ถึง 12 ม.
วี)หลายความยาวหลายหลาก (2,4,6,8,10 เท่า 2) ไม่เกินขีดจำกัดล่างที่กำหนดไว้สำหรับท่อวัด ในกรณีนี้ ความยาวรวมของท่อหลายท่อไม่ควรเกินขีดจำกัดบนของท่อวัด ค่าเผื่อสำหรับแต่ละหลายหลากตั้งไว้ที่ 5 มม. (GOST 10704-91)
มีการผลิตระดับความแม่นยำสองระดับตามความยาวของท่อ:
1. ด้วยการตัดแต่งและลบคมนอกแนวโรงสี
2. ด้วยการตัดในแนวโรงสี
ค่าเบี่ยงเบนสูงสุดตามความยาวรวมของท่อหลายท่อไม่เกิน:
- +15 มม. - สำหรับท่อที่มีความแม่นยำระดับ 1
- +100 มม. - สำหรับท่อระดับความแม่นยำที่ 2 (ตาม GOST 10704-91)
ความโค้งของท่อไม่ควรเกิน 1.5 มม. ต่อความยาว 1 เมตร
ท่อของกลุ่มต่อไปนี้ขึ้นอยู่กับตัวบ่งชี้คุณภาพ:
NS- ด้วยมาตรฐานของคุณสมบัติทางกลของเกรดเหล็กที่สงบกึ่งสงบและเดือด St2, St3, St4 ตาม GOST 380-88
NS- ด้วยมาตรฐานองค์ประกอบทางเคมีของเหล็กเกรดสงบกึ่งสงบและเดือด 08, 10, 15 และ 20 ตาม GOST 1050-88 และเหล็กเกรด 08Yu ตาม GOST 9045-93
วี- ด้วยมาตรฐานของคุณสมบัติทางกลและองค์ประกอบทางเคมีจากเกรดเหล็กที่สงบกึ่งสงบและเดือด ВСт2, ВСт3, ВСт4 (หมวด 1, 23-6) เช่นเดียวกับเกรดเหล็กที่สงบกึ่งสงบและเดือด 08, 10, 15 , 20 ตาม GOST 1050-88 และเกรดเหล็ก 08Yu ตาม GOST 90-45-93 สำหรับเส้นผ่านศูนย์กลางสูงสุด 50 มม.
NS- ด้วยมาตรฐานการทดสอบแรงดันไฮดรอลิก
ท่อที่ผ่านการอบชุบด้วยความร้อน (ตลอดปริมาตรทั้งหมดของท่อหรือรอยต่อแบบเชื่อม) และท่อที่ไม่มีการอบร้อน
2.GOST 3262 - 75 - ท่อน้ำและแก๊สเหล็ก
มาตรฐานนี้ใช้กับท่อเหล็กเชื่อมที่ไม่เคลือบสังกะสีและสังกะสีที่มีเกลียวหรือเกลียวทรงกระบอกและไม่มีเกลียว ใช้สำหรับท่อส่งน้ำและก๊าซ ระบบทำความร้อน เช่นเดียวกับชิ้นส่วนของท่อส่งน้ำและก๊าซ ความยาวของท่อตั้งแต่ 4 ถึง 12 เมตร
เมื่อพิจารณามวลของท่อที่ไม่ชุบสังกะสีจะใช้ความหนาแน่นสัมพัทธ์ของเหล็กเท่ากับ 7.85 g / cm. ท่อชุบสังกะสีหนักกว่าท่อที่ไม่ชุบสังกะสี 3%
ต่อไปนี้ผลิตขึ้นตามความยาวของท่อ:
NS)ความยาวไม่วัดจาก 4 ถึง 12 ม.
ตาม GOST 3262-75 อนุญาตให้ใช้ท่อสูงสุด 5% ที่มีความยาว 1.5 ถึง 4 ม. ในชุด
NS)วัดหรือหลายความยาวจาก 4 ถึง 8 ม. (ตามคำสั่งของลูกค้า) และตั้งแต่ 8 ถึง 12 ม. (ตามข้อตกลงระหว่างผู้ผลิตและลูกค้า) โดยมีค่าเผื่อ 5 มม. สำหรับการตัดแต่ละครั้งและส่วนเบี่ยงเบนสูงสุดสำหรับความยาวทั้งหมด บวก 10 มม.
ตาม GOST 3262-75 ความเบี่ยงเบนสูงสุดของน้ำหนักท่อไม่ควรเกิน + 8%
ความโค้งของท่อที่มีความยาวไม่เกิน 2 ม. ไม่ควรเกิน:
- 2 มม. - มีรูเจาะเล็กน้อยถึง 20 มม.
- 1.5 มม. - มีรูเล็กน้อยมากกว่า 20 มม.
ต้องตัดปลายท่อเป็นมุมฉาก
ท่อชุบสังกะสีจะต้องมีการเคลือบสังกะสีอย่างต่อเนื่องของทั้งด้านนอกและ พื้นผิวด้านในหนาไม่น้อยกว่า 30 ไมครอน อนุญาตให้ไม่มีการเคลือบผิวที่ระบุที่ปลายและเกลียวของท่อและข้อต่อ
3.GOST 8734 - 75 - ท่อเหล็กไร้ตะเข็บเย็นไร้ตะเข็บ
ผลิต:
NS)ความยาวไม่วัดจาก 1.5 ถึง 11.5 ม.
NS)ความยาวที่วัดได้จาก 4.5 ถึง 9 ม. โดยมีค่าเผื่อ 5 มม. สำหรับการตัดแต่ละครั้ง
ในแต่ละชุดของท่อที่มีความยาวที่วัดได้ อนุญาตให้ใช้ท่อที่มีความยาวที่ไม่ได้วัดได้ไม่เกิน 5% ซึ่งไม่เกิน 2.5 ม.
ตาม GOST 8734-75 ความโค้งของส่วนท่อใด ๆ ต่อความยาว 1 ม. ไม่ควรเกิน:
- 3 มม. - สำหรับท่อที่มีขนาดเส้นผ่าศูนย์กลาง 5 ถึง 8 มม.
- 2 มม. - สำหรับท่อที่มีขนาดเส้นผ่าศูนย์กลาง 8 ถึง 10 มม.
- 1.5 มม. - สำหรับท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 10 มม.
4.GOST 8731 - 81 - ท่อเหล็กรูปพรรณไร้ตะเข็บ
มาตรฐานนี้ใช้กับท่อคาร์บอน อัลลอยต่ำ เหล็กอัลลอยด์ที่เปลี่ยนรูปด้วยความร้อนแบบไม่มีรอยต่อสำหรับโครงสร้างท่อส่ง ชิ้นส่วนเครื่องจักร และวัตถุประสงค์ทางเคมี
ไม่อนุญาตให้ใช้ท่อที่ทำจากแท่งในการขนส่งสารอันตราย (ประเภท 1, 2, 3) การระเบิดและ สารไวไฟ, เช่นเดียวกับคู่และ น้ำร้อน.
ตัวชี้วัดระดับทางเทคนิคที่กำหนดโดยมาตรฐานนี้มีให้สำหรับหมวดหมู่คุณภาพสูงสุด
ความต้องการทางด้านเทคนิค
ขนาดท่อและความเบี่ยงเบนสูงสุดต้องสอดคล้องกับ GOST 8732-78 และ GOST 9567-75
ท่อต้องผลิตในกลุ่มต่อไปนี้ทั้งนี้ขึ้นอยู่กับตัวบ่งชี้มาตรฐาน:
NS- ด้วยมาตรฐานคุณสมบัติทางกลของเกรดเหล็ก St2sp, St4sp, St5sp, St6sp ตาม GOST 380-88
NS- ด้วยมาตรฐานขององค์ประกอบทางเคมีจากเกรดเหล็กสงบตาม GOST 380-88 ประเภทที่ 1 กลุ่ม B โดยมีเศษส่วนมวลปกติของแมงกานีสตาม GOST 1050-88 รวมถึงจากเกรดเหล็กตาม GOST 4543-71 และ GOST 19281-89;
วี- ด้วยมาตรฐานคุณสมบัติทางกลและองค์ประกอบทางเคมีของเกรดเหล็กตาม GOST 1050-88, GOST 4543-71, GOST 19281-89 และ GOST 380-88
NS- ด้วยมาตรฐานองค์ประกอบทางเคมีของเกรดเหล็กตาม GOST 1050-88, GOST 4543-71 และ GOST 19281-89 พร้อมการควบคุมคุณสมบัติทางกลของตัวอย่างที่ผ่านการอบชุบด้วยความร้อน เกณฑ์คุณสมบัติทางกลต้องสอดคล้องกับมาตรฐานเหล็ก
NS- มีมาตรฐานการทดสอบแรงดันไฮดรอลิก แต่ไม่มีมาตรฐานของคุณสมบัติทางกลและองค์ประกอบทางเคมี
ท่อผลิตโดยไม่ใช้ความร้อน ตามคำร้องขอของผู้บริโภค ท่อจะต้องได้รับการบำบัดด้วยความร้อน
5.GOST - 20295 - 85 - ท่อเหล็กเชื่อม
ใช้ในท่อส่งก๊าซและน้ำมันหลัก
มาตรฐานนี้ใช้กับท่อเหล็กเชื่อมตามยาวและท่อตะเข็บเกลียวที่มีขนาดเส้นผ่านศูนย์กลาง 159-820 มม. ใช้สำหรับการก่อสร้างท่อส่งก๊าซและท่อส่งน้ำมัน ท่อส่งผลิตภัณฑ์น้ำมัน ท่อสำหรับกระบวนการผลิตและท่อภาคสนาม
พารามิเตอร์พื้นฐานและขนาด .
ท่อทำจากสามประเภท:
1. ตะเข็บตามยาวขนาดเส้นผ่านศูนย์กลาง 159-426 มม. เชื่อมด้วยความต้านทานกระแส ความถี่สูง;
2. ตะเข็บเกลียว - มีเส้นผ่านศูนย์กลาง 159-820 มม. ทำด้วยการเชื่อมอาร์คไฟฟ้า
3. ตะเข็บตามยาว - มีเส้นผ่านศูนย์กลาง 530-820 มม. ทำด้วยการเชื่อมอาร์คไฟฟ้า
4.3. คำถามเกี่ยวกับเกรดเหล็กที่ใช้
- 1. เกณฑ์การจำแนกประเภทเหล็กมีอะไรบ้าง?
คำตอบ: เหล็กถูกจัดประเภท:
- ตามองค์ประกอบทางเคมี: คาร์บอน, อัลลอยด์ (ต่ำ, ปานกลาง, อัลลอยด์สูง);
- ตามโครงสร้าง: hypereutectoid, hypereutectoid, ledeburite (คาร์ไบด์), เฟอริติก, ออสเทนนิติก, ไข่มุก, มาร์เทนซิติก;
- โดยคุณภาพ: คุณภาพธรรมดา คุณภาพสูง คุณภาพสูง คุณภาพสูงพิเศษ
- โดยการใช้งาน: โครงสร้าง, เครื่องมือ, พร้อมคุณสมบัติการทำงานพิเศษ (ทนความร้อน, แม่เหล็ก, ทนต่อการกัดกร่อน) พร้อมคุณสมบัติทางกายภาพพิเศษ
- 2. ประกอบด้วยอะไรบ้าง เครื่องหมายเกรดเหล็ก? (ตัวอย่าง).
คำตอบ: เหล็กทุกชนิดมีเครื่องหมายของมันเอง ซึ่งสะท้อนถึงองค์ประกอบทางเคมีของพวกมันเป็นหลัก ในการทำเครื่องหมาย ตัวเลขแรกระบุเนื้อหาเป็นร้อยเปอร์เซ็นต์ จากนั้นทำตามตัวอักษรของตัวอักษรรัสเซียซึ่งบ่งชี้ว่ามีองค์ประกอบการผสม หากไม่มีตัวเลขอยู่หลังตัวอักษร แสดงว่าเนื้อหาขององค์ประกอบการผสมไม่เกินหนึ่งเปอร์เซ็นต์ และตัวเลขที่อยู่หลังตัวอักษรจะระบุเนื้อหาเป็นเปอร์เซ็นต์ ตัวอย่าง: 12ХН3А - ปริมาณคาร์บอน - 0.12%; โครเมียม - 1.0%; นิกเกิล - 3.0%; คุณภาพสูง.
- 3. ถอดรหัสการกำหนดเกรดเหล็กต่อไปนี้:
20A, 50G, 10G2, 12X1MF, 38X2MYUA, 12X18N12T, 12X2MFSR, 06X16N15M2G2TFR - ID, 12X12M1BFR - Sh.
ตอบ:
- 20A - ปริมาณคาร์บอน 0.2% คุณภาพสูง
- 50G - ปริมาณคาร์บอน - 0.5%, แมงกานีส - 1%;
- 10G2 - ปริมาณคาร์บอน - 0.1%, แมงกานีส - 2%;
- 12Х1МФ - ปริมาณคาร์บอน - 0.12%, โครเมียม - 1%, โมลิบดีนัม, ทังสเตน - สูงถึง 1%;
- 38Х2МЮА - ปริมาณคาร์บอน - 0.38%, โครเมียม - 2%, โมลิบดีนัม, อลูมิเนียม - สูงถึง 1%, คุณภาพสูง;
- 12Х18Н12Т - ปริมาณคาร์บอน - 0.12%, โครเมียม - 18%, นิกเกิล - 12%, ไทเทเนียม - มากถึง 1%;
- 12Х2МФСР - ปริมาณคาร์บอน - 0.12%, โครเมียม - 2%, โมลิบดีนัม, ทังสเตน, ซิลิกอน, โบรอน - มากถึง 1%;
- 06Х16Н15М2Г2ТФР - ID - ปริมาณคาร์บอน - 0.06%, โครเมียม - 16%, นิกเกิล - 15%, โมลิบดีนัม - 2%, แมงกานีส - 2%, ไทเทเนียม, ทังสเตน, โบรอน - สูงถึง 1%, สูญญากาศ - การเหนี่ยวนำพร้อมการหลอมอาร์ค;
- 12Х12М1БФР - Ш - ปริมาณคาร์บอน - 0.12%, โครเมียม - 12%, โมลิบดีนัม - 1%, ไนโอเบียม, ทังสเตน, โบรอน - มากถึง 1%, การถลุงตะกรัน
- 4. วิธีการผลิตเหล็กสะท้อนให้เห็นในการกำหนดเกรดเหล็กอย่างไร?
คำตอบ: B ปีที่แล้วเพื่อปรับปรุงคุณภาพของเหล็กใช้วิธีการถลุงใหม่ซึ่งสะท้อนให้เห็นในการกำหนดเกรดเหล็ก:
- VD - สูญญากาศ - อาร์ค;
- VI - สูญญากาศ - การเหนี่ยวนำ;
- W - ตะกรัน;
- PV - การกู้คืนโดยตรง
- EPSh - การหลอมอิเล็กตรอนตะกรัน;
- ШД - ส่วนโค้งสูญญากาศหลังจากการหลอมตะกรัน
- ELP - การหลอมลำแสงอิเล็กตรอน;
- PDP - การหลอมพลาสมาอาร์ค;
- ISh - สุญญากาศ - การเหนี่ยวนำพร้อมการหลอมด้วยไฟฟ้า
- IP - สูญญากาศ - การเหนี่ยวนำบวกพลาสม่า - การหลอมอาร์ค
นอกเหนือจากที่ระบุไว้แล้ว ท่อยังผลิตจากเกรดเหล็กทดลองที่มีการกำหนดดังต่อไปนี้:
- EP - เครื่องมือค้นหา Electrostalskaya;
- EI - การวิจัย electrostalskaya;
- ChS - เหล็กกล้า Chelyabinsk;
- ZI - การวิจัย Zlatoust;
- VNS - เหล็กกล้าไร้สนิม VIEM
ตามระดับของ deoxidation เหล็กจะถูกทำเครื่องหมายดังนี้: เดือด - KP, กึ่งสงบ - PS, สงบ - SP
- 5. บอกเกรดเหล็กกล้าคาร์บอน
ตอบ เหล็กกล้าคาร์บอนแบ่งออกเป็นเหล็กโครงสร้างและเหล็กกล้าเครื่องมือ เหล็กกล้าคาร์บอนโครงสร้างเรียกว่าเหล็กที่มีคาร์บอนมากถึง 0.6% (ยกเว้น 0.85% ได้รับอนุญาต)
ในแง่ของคุณภาพ เหล็กกล้าคาร์บอนโครงสร้างแบ่งออกเป็นสองกลุ่ม: คุณภาพธรรมดาและคุณภาพสูง
เหล็กเกรดทั่วไปถูกใช้โดยขาดความรับผิดชอบ โครงสร้างอาคาร, รัด, แผ่นโลหะ, หมุดย้ำ, ท่อเชื่อม สำหรับเหล็กกล้าคาร์บอนโครงสร้างที่มีคุณภาพธรรมดา GOST 380–88 ถูกตั้งค่าไว้ เหล็กนี้หลอมในเครื่องแปลงออกซิเจนและเตาเผาแบบเปิดและแบ่งออกเป็นสามกลุ่ม: กลุ่ม A ซึ่งจัดหาตามคุณสมบัติทางกล กลุ่ม B จัดทำโดยองค์ประกอบทางเคมีและกลุ่ม C จัดทำโดยคุณสมบัติทางกลและองค์ประกอบทางเคมี
เหล็กโครงสร้างคาร์บอนคุณภาพสูงมีจำหน่ายในแง่ขององค์ประกอบทางเคมีและคุณสมบัติทางกล GOST 1050-88 ใช้สำหรับชิ้นส่วนที่ทำงานภายใต้ภาระที่เพิ่มขึ้นและต้องการความทนทานต่อแรงกระแทกและแรงเสียดทาน: ล้อเฟือง, เพลา, สปินเดิล, ตลับลูกปืน, ก้านสูบ, เพลาข้อเหวี่ยง สำหรับการผลิตท่อเชื่อมและท่อไร้ตะเข็บ เครื่องอัตโนมัติยังเป็นของเหล็กกล้าคาร์บอนที่มีโครงสร้าง เพื่อปรับปรุงการประมวลผลโดยการตัด, กำมะถัน, ตะกั่ว, ซีลีเนียมถูกนำเข้าสู่องค์ประกอบ เหล็กนี้ใช้ทำท่อสำหรับอุตสาหกรรมยานยนต์
เหล็กกล้าคาร์บอนของเครื่องมือคือเหล็กกล้าที่มีคาร์บอน 0.7% ขึ้นไป ความแข็งและความแข็งแรงแตกต่างกันและแบ่งออกเป็นคุณภาพสูงและคุณภาพสูง
เกรดเหล็กคุณภาพตาม GOST 1435 -90: U7, U8, U9, U10A, U11A, U12A, U13A ตัวอักษร "U" ย่อมาจากเหล็กกล้าเครื่องมือคาร์บอน ตัวเลขที่อยู่ด้านหลังตัวอักษร "Y" แสดงปริมาณคาร์บอนเฉลี่ยในหนึ่งในสิบของเปอร์เซ็นต์ ตัวอักษร "A" ที่ท้ายเครื่องหมายหมายถึง เหล็กคุณภาพสูง... ตัวอักษร "G" หมายถึงแมงกานีสที่มีปริมาณสูง สิ่ว ค้อน แสตมป์ สว่าน ตราประทับ เครื่องมือวัดต่างๆ ทำจากเหล็กกล้าคาร์บอน
- 6. บอกเกรดเหล็กอัลลอยด์
คำตอบ: นอกจากสิ่งเจือปนตามปกติ (กำมะถัน ซิลิกอน ฟอสฟอรัส) ในโลหะผสมแล้ว ยังมีของเจือปนด้วย เช่น องค์ประกอบการยึดเกาะ: โครเมียม ทังสเตน โมลิบดีนัม นิกเกิล เช่นเดียวกับซิลิกอนและแมงกานีสในปริมาณที่เพิ่มขึ้น โลหะผสมเหล็กมีคุณสมบัติมูลค่าสูงที่เหล็กคาร์บอนไม่มี การใช้โลหะผสมเหล็กช่วยประหยัดโลหะและเพิ่มความทนทานของผลิตภัณฑ์
อิทธิพลของธาตุผสมต่อคุณสมบัติของเหล็ก:
- โครเมียม - เพิ่มความแข็งความต้านทานการกัดกร่อน
- นิกเกิล - เพิ่มความแข็งแรง, ความเหนียว, ความต้านทานการกัดกร่อน;
- ทังสเตน - เพิ่มความแข็งและความแดงเช่น ความสามารถในการรักษาความต้านทานการสึกหรอที่อุณหภูมิสูง
- วาเนเดียม - เพิ่มความหนาแน่น, ความแข็งแรง, ทนต่อแรงกระแทก, รอยขีดข่วน;
- โคบอลต์ - เพิ่มความต้านทานความร้อน, การซึมผ่านของแม่เหล็ก;
- โมลิบดีนัม - เพิ่มความแดง, ความแข็งแรง, ความต้านทานการกัดกร่อนที่อุณหภูมิสูง
- แมงกานีส - มีเนื้อหามากกว่า 1.0% เพิ่มความแข็งความต้านทานการสึกหรอทนต่อแรงกระแทก
- ไททาเนียม - เพิ่มความแข็งแรงทนต่อการกัดกร่อน
- อลูมิเนียม - เพิ่มความต้านทานสเกล
- ไนโอเบียม - เพิ่มความต้านทานต่อกรด
- ทองแดง - ลดการกัดกร่อน
ธาตุแรร์เอิร์ธยังถูกนำมาใช้ในเหล็กกล้าวัตถุประสงค์พิเศษอีกด้วย โดยสามารถนำเสนอธาตุผสมหลายชนิดพร้อมกันในเหล็กอัลลอยด์ ตามวัตถุประสงค์ เหล็กกล้าผสมแบ่งออกเป็นโครงสร้าง เครื่องมือ และเหล็กกล้าที่มีคุณสมบัติทางกายภาพและเคมีพิเศษ
เหล็กโลหะผสมโครงสร้างตาม GOST 4543-71 แบ่งออกเป็นสามกลุ่ม: คุณภาพสูงคุณภาพสูงโดยเฉพาะคุณภาพสูง ในเหล็กคุณภาพสูง อนุญาตให้มีปริมาณกำมะถันสูงถึง 0.025% และในเหล็กคุณภาพสูง มากถึง 0.015% พื้นที่การใช้งานเหล็กโลหะผสมที่มีโครงสร้างมีขนาดใหญ่มาก แพร่หลายที่สุดได้รับเหล็กดังต่อไปนี้:
- โครเมียม มีความแข็งกำลังดี แข็งแรง : 15X, 15XA, 20X, 30X, 30XPA, 35X, 40X, 45X
- แมงกานีส โดดเด่นด้วยความต้านทานการสึกหรอ: 20G, 50G, 10G2, 09G2S (c. 5,8,9);
- โครเมียมแมงกานีส: 19HGN, 20HGT, 18HGT, 30HGA;
- ซิลิเกตและโครเมียม-ซิลิกอนที่มีความแข็งและความยืดหยุ่นสูง: 35ХС, 38ХС;
- โครเมียม-โมลิบดีนัมและโครเมียม-โมลิบดีนัม-วานาเดียม แข็งแกร่งเป็นพิเศษ ทนต่อการขีดข่วน: 30XMA, 15XM, 15X5M, 15X1MF;
- เหล็กกล้าโครเมียม-แมงกานีส-ซิลิกอน (โครแมนซิล): 14HGSA, 30HGSA, 35HGSA;
- โครเมียม-นิกเกิล แข็งแรงมากและเป็นพลาสติก: 12Х2Н4А, 20ХН3А, 12ХН3А;
- ทังสเตนโครเมียม-นิกเกิล เหล็กกล้าโครเมียม-นิกเกิลวานาเดียม: 12Kh2NVFA, 20Kh2N4FA, 30KhN2VA
เหล็กกล้าเครื่องมือโลหะผสมใช้สำหรับการผลิตเครื่องมือตัด การวัด และปั๊มกระแทก องค์ประกอบที่สำคัญที่สุดของเหล็กดังกล่าว ได้แก่ โครเมียม ทังสเตน โมลิบดีนัม แมงกานีส เครื่องมือวัดทำจากเหล็กนี้ - เกจวัดเกลียว, ลวดเย็บกระดาษ (7HF, 9HF, 11HF); ตัด - คัตเตอร์, ดอกสว่าน, ต๊าป (9XC, 9X5VF, 85X6NFT); แสตมป์ แม่พิมพ์ (5ХНМ, 4Х8В2) เหล็กกล้าเครื่องมือโลหะผสมที่สำคัญที่สุดคือเหล็กกล้าความเร็วสูง ใช้ในการผลิตดอกสว่าน, คัตเตอร์, ต๊าป คุณสมบัติหลักของเหล็กชนิดนี้คือความแข็งและความแดง ธาตุผสม ได้แก่ ทังสเตน โครเมียม โคบอลต์ วานาเดียม โมลิบดีนัม - R6M3, R14F14, R10K5F5 เป็นต้น
- 7. บอกเกรดสแตนเลส.
ตอบ:
- ทนต่อการกัดกร่อน - เหล็กกล้าโครเมียมสูงผสมกับนิกเกิล ไททาเนียม โครเมียม ไนโอเบียม และองค์ประกอบอื่นๆ ออกแบบมาเพื่อทำงานในสภาพแวดล้อมที่มีความก้าวร้าวต่างกัน สำหรับสภาพแวดล้อมที่ก้าวร้าวเล็กน้อยจะใช้เหล็ก 08X13, 12X13, 20X13, 25X13H2 ชิ้นส่วนที่ทำจากเหล็กเหล่านี้ทำงานกลางแจ้ง ในน้ำจืด ในไอน้ำเปียกและสารละลายเกลือที่อุณหภูมิห้อง
สำหรับสื่อที่มีความก้าวร้าวปานกลางจะใช้เหล็ก 07X16H6, 09X16H4B, 08X17T, 08X22H6T, 12X21H5T, 15X25T
สำหรับสภาพแวดล้อมที่มีความก้าวร้าวเพิ่มขึ้น จะใช้เหล็กกล้า 08X18H10T, 08X18H12T, 03X18H12 ซึ่งมีความทนทานสูงต่อการกัดกร่อนตามขอบเกรนและทนความร้อน โครงสร้างของเหล็กที่ทนต่อการกัดกร่อนขึ้นอยู่กับองค์ประกอบทางเคมี ได้แก่ มาร์เทนซิติก, มาร์เทนซิติก - เฟอริติก, เฟอริติก, ออสเทนนิติก - มาร์เทนซิติก, ออสเทนนิติก - เฟอร์ริติก, ออสเทนนิติก
- เหล็กทนความเย็นควรคงคุณสมบัติไว้ที่ - 40° ตั้งแต่ -80° C. เหล็กที่ใช้กันอย่างแพร่หลายคือ: 20Kh2N4VA, 12KhN3A, 15KhM, 38Kh2MYuA, 30KhGSN2A, 40KhN2MA เป็นต้น
- เหล็กทนความร้อนสามารถทนต่อความเค้นทางกลที่อุณหภูมิสูง (400 - 850° กับ). เหล็กกล้า 15Х11МФ, 13Х14Н3В2ФР, 09Х16Н15М3Б และอื่นๆ ใช้สำหรับการผลิตอุปกรณ์ทำความร้อนสูง ใบพัดกังหันไอน้ำ ท่อแรงดันสูง สำหรับผลิตภัณฑ์ที่ทำงานที่อุณหภูมิสูงขึ้น เหล็ก 15Х5М, 16Х11Н2В2МФ, 12Х18Н12Т, 37Х12Н8Г8МБФ ฯลฯ ถูกนำมาใช้
- เหล็กทนความร้อนสามารถต้านทานการเกิดออกซิเดชันและการเกิดตะกรันที่อุณหภูมิ 1150 - 1250° เกรดเหล็ก 12Х13, 08Х18Н10Т, 15Х25Т, 10Х23Н18, 08Х20Н14С2 ฯลฯ ใช้สำหรับการผลิตหม้อไอน้ำ, เครื่องแลกเปลี่ยนความร้อน, เตาเผาความร้อน, อุปกรณ์ที่ทำงานที่อุณหภูมิสูงในสภาพแวดล้อมที่กัดกร่อน
- เหล็กทนความร้อนมีไว้สำหรับการผลิตชิ้นส่วนที่ทำงานในสภาวะโหลดที่อุณหภูมิ 600 ° ค. เป็นเวลานาน. ซึ่งรวมถึง: 12X1MF, 20X3MVF, 15X5VF เป็นต้น
- 8. อิทธิพลของสิ่งเจือปนที่เป็นอันตรายต่อคุณภาพของเหล็ก
คำตอบ: องค์ประกอบโลหะผสมส่วนใหญ่มุ่งเป้าไปที่การปรับปรุงคุณภาพของเหล็ก
ในขณะเดียวกันก็มีส่วนประกอบของเหล็กที่ส่งผลเสียต่อคุณภาพของเหล็ก
- กำมะถัน - เข้าไปในเหล็กจากเหล็กหล่อ และกลายเป็นเหล็กหล่อ - จากโค้กและแร่ กำมะถันกับเหล็กก่อตัวเป็นสารประกอบตามขอบเกรนของเหล็ก เมื่อถูกความร้อนถึง 1,000 -1200 ° ด้วย (เช่น เมื่อกลิ้ง) มันละลาย พันธะระหว่างเมล็ดพืชจะอ่อนลง และเหล็กจะถูกทำลาย ปรากฏการณ์นี้เรียกว่าความเปราะบางสีแดง
- ฟอสฟอรัสเช่นกำมะถันเข้าไปในเหล็กจากแร่ ช่วยลดความเหนียวของเหล็กได้อย่างมาก เหล็กจะเปราะที่อุณหภูมิปกติ ปรากฏการณ์นี้เรียกว่าความเปราะบางเย็น
- ออกซิเจน - ละลายบางส่วนในเหล็กและอยู่ในรูปแบบของการรวมตัวที่ไม่ใช่โลหะ - ออกไซด์ ออกไซด์นั้นเปราะ ไม่ทำให้เสียรูปในระหว่างการแปรรูปที่ร้อน แต่จะสลายและคลายโลหะ เมื่อปริมาณออกซิเจนเพิ่มขึ้น ความต้านทานแรงดึงและความเหนียวจะลดลงอย่างมาก
- ไนโตรเจนถูกดูดซับจากบรรยากาศโดยโลหะเหลวในระหว่างการหลอมและมีอยู่ในเหล็กในรูปของไนไตรด์ ไนโตรเจนลดความเหนียวของเหล็กกล้าคาร์บอน
- ไฮโดรเจน - สามารถอยู่ในสถานะอะตอมในเหล็กหรือในรูปของสารประกอบที่มีเหล็ก - ไฮไดรด์ การมีอยู่ในปริมาณมากทำให้เกิดความเค้นภายในในโลหะ ซึ่งอาจมาพร้อมกับรอยแตกและรอยแตก (flocs) ไททาเนียมอัลลอยด์มีความไวสูงต่อความอิ่มตัวของไฮโดรเจน โดยใช้มาตรการพิเศษในการต่อต้านไฮโดรเจนของโลหะ
- ทองแดง - ในปริมาณสูง (มากกว่า 0.18%) ในเหล็กกล้าคาร์บอนต่ำช่วยเพิ่มแนวโน้มของเหล็กในการเสื่อมสภาพและความเปราะเย็น
4.4. วัตถุดิบในการผลิตท่อ
วัตถุดิบสำหรับการผลิตท่อไร้รอยต่อมักจะเป็นเหล็กที่สงบสำหรับท่อเชื่อมจะใช้เหล็กที่สงบกึ่งสงบและเดือดเท่า ๆ กัน
ประโยชน์ของการต้มเหล็ก: ขนาดที่เล็กกว่าของช่องการหดตัวหลัก ไม่มีช่องการหดตัวทุติยภูมิอย่างสมบูรณ์ การรวมที่ไม่ใช่โลหะน้อยลง คุณภาพพื้นผิวที่ดีขึ้น ความเป็นพลาสติกที่สูงขึ้นของโลหะ ความแข็งแรงของโลหะลดลงและความเหนียวสูงขึ้น ลดต้นทุนการผลิต
ข้อเสียของเหล็กเดือด: ความเข้มข้นของสิ่งสกปรกที่สูงขึ้น แผลพุพองใต้ผิวหนังมากขึ้นและควบคุมกระบวนการก่อตัวได้ยากขึ้น การเสื่อมสภาพของโลหะที่เข้มข้นขึ้นและความต้านทานการกัดกร่อนน้อยลง
ประโยชน์ของเหล็กเงียบ: ความเข้มข้นของสิ่งสกปรกที่เป็นอันตรายน้อยลง ขาดแผลพุพอง
ข้อเสียของเหล็กเงียบ: ช่องการหดตัวหลักขนาดใหญ่ขึ้น ช่องการหดตัวทุติยภูมิที่สำคัญ คุณภาพพื้นผิวแย่ลง ความเหนียวน้อยกว่าของโลหะ การผลิตที่มีราคาแพงกว่า
สำหรับการผลิตท่อไร้ตะเข็บนั้น เหล็กกล้าที่เดือดและกึ่งสงบจะใช้เฉพาะกับท่อที่มีจุดวิกฤตน้อยกว่าเท่านั้น เนื่องจากมีสิ่งเจือปนความเข้มข้นสูงและฟองใต้เปลือกโลกในปริมาณมาก ในช่วงไม่กี่ปีที่ผ่านมา เพื่อปรับปรุงคุณภาพของท่อเหล็ก , การเป่าโลหะเหลวด้วยอาร์กอน, การอพยพ, การแปรรูปเหล็กด้วยตะกรันสังเคราะห์, สารเติมแต่งผงเคมีภัณฑ์ เหล็กกล้าที่มีปริมาณคาร์บอนสูงใช้สำหรับการผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ซึ่งใช้ในอุตสาหกรรมน้ำมันเป็นปลอกและท่อเจาะ รวมทั้งท่อที่สำคัญอื่นๆ เหล็กที่มีปริมาณคาร์บอนต่ำใช้สำหรับการผลิตห้องหม้อไอน้ำและท่ออื่นๆ
บิลเล็ตสำหรับการผลิตท่อขึ้นอยู่กับวิธีการผลิตเข้าสู่การประชุมเชิงปฏิบัติการทั้งในรูปแบบของแท่งหล่อเหลี่ยมเพชรพลอยหรือแท่งในรูปของกรวยที่ถูกตัดทอน, เหล็กแผ่นรีดแข็งของส่วนกลมหรือสี่เหลี่ยม, ทรงกระบอกกลวง บิลเล็ตที่ทำโดยการหล่อแบบแรงเหวี่ยงหรือในลักษณะเป็นแถบและแผ่น
ท่อเชื่อมได้มาจากแถบและเหล็กแท่ง, บิลเล็ตของคนอื่นทั้งหมด ประเภทที่ระบุไว้ออกแบบมาสำหรับการผลิตท่อไร้รอยต่อ
สำหรับการผลิตท่อจากเหล็กกล้าผสมพลาสติกต่ำที่มีโลหะผสมสูงใน ครั้งล่าสุดช่องว่างทรงกระบอกกลวงใช้เป็นชิ้นงาน วิธีนี้ช่วยลดการทำงานที่ใช้เวลานานและไม่สามารถทำได้ในบางครั้งในการเจาะชิ้นงาน (การรับชิ้นงานที่เป็นโพรงจากชิ้นงานที่มีส่วนที่เป็นของแข็ง) จากเหล็กเหล่านี้
โรงสีไปป์บางแห่งใช้แท่งโลหะสี่เหลี่ยมหรือหลายเหลี่ยมเพชรพลอย
แท่งทรงกระบอกทรงกระบอกใช้ในการผลิตท่อสำเร็จรูปโดยการกด
เหล็กแท่งกลมมักใช้ในการผลิตท่อที่มีเส้นผ่านศูนย์กลางน้อยกว่า 140 mm . การติดตั้งบางส่วนผลิตท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 140 mm จากเหล็กแท่งรีดกลมซึ่งมีเส้นผ่านศูนย์กลางสูงสุด 320-350 มม.
สำหรับการผลิตท่อเชื่อมที่มีเส้นผ่านศูนย์กลางไม่เกิน 520 mm แถบรีดร้อน (แถบ) แถบดองรีดร้อนและแผ่นรีดเย็นใช้ในการติดตั้งต่างๆ
สำหรับโรงสีสมัยใหม่ แถบจะถูกป้อนในรูปแบบของม้วนที่มีน้ำหนักต่างๆ ขึ้นอยู่กับความยาวของแถบในม้วนและขนาดของท่อที่ผลิต ในการติดตั้งบางประเภท จะใช้แถบที่มีขอบเอียงเพื่อให้ได้รอยเชื่อมคุณภาพสูง
ท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 520 มม. เชื่อมจากเหล็กแผ่นรีดร้อนแยกกัน
ในโลหะที่จัดหาให้สำหรับการผลิตท่อนั้น บางครั้งพบข้อบกพร่องต่าง ๆ ซึ่งมักเกี่ยวข้องกับเทคโนโลยีการผลิต: การรวมที่ไม่ใช่โลหะในบิลเล็ตประเภทต่างๆ โพรงหดตัว ฟองอากาศ รอยร้าวบนแท่งโลหะ การถูกจองจำและครีบบนแผ่นรีด; น้ำตา การหลุดลอก และขนาดแผ่นที่บิดเบี้ยว เป็นต้น
ข้อบกพร่องเหล่านี้อาจส่งผลต่อคุณภาพของท่อที่ผลิตได้ ดังนั้นการตรวจสอบเบื้องต้น การซ่อมแซม และการคัดแยกโลหะอย่างระมัดระวังจึงมีส่วนอย่างมากต่อการผลิตท่อเหล็กคุณภาพสูง
วิธีการที่ใช้ในการตรวจหาข้อบกพร่องภายในของชิ้นงาน (การรวมตัวที่ไม่ใช่โลหะ โพรงหดตัว ฟองอากาศ ฯลฯ) กำหนดไว้โดยเงื่อนไขทางเทคนิคสำหรับการส่งมอบชิ้นงาน
ได้ท่อเหล็กคุณภาพสูง
4.5. เทคโนโลยีการผลิตท่อ โค้ง และกระบอกสูบ
เทคโนโลยีสำหรับการผลิตผลิตภัณฑ์ท่อถือเป็นตัวอย่างขององค์กรการผลิตที่ OJSC "โรงงาน Pervouralsk Novotrubny"
เทคโนโลยีการผลิตท่อรีดร้อน
วัตถุดิบในการผลิตท่อรีดร้อนในรูปของแท่งกลมมาจากโรงงานโลหะวิทยา
ท่อรีดร้อนจะถูกส่งไปยังผู้ใช้ปลายทางและยังใช้เป็นช่องว่างสำหรับการแปรรูปเย็น (การผลิตท่องานเย็น)
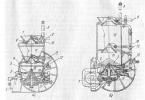
สำหรับการผลิตท่อรีดร้อนแบบไม่มีรอยต่อ โรงงานใช้การติดตั้งสองครั้งโดยใช้ท่อรีดบนแกนหมุนสั้น (ประเภท Shtiefel) การติดตั้งหนึ่งครั้งโดยใช้ท่อรีดบนแกนหมุนยาวในขาตั้งสามม้วน (ประเภท Assel) และหนึ่งการติดตั้ง ด้วยเครื่องกัดต่อเนื่องกับท่อกลิ้งบนด้ามยาวที่เคลื่อนย้ายได้ ...
ในรูป 1 แสดงกระบวนการทางเทคโนโลยีของโรงสี 30-102 แห่งที่ผลิตท่อที่มีขนาดเส้นผ่าศูนย์กลาง 32-108 มม. และความหนาของผนัง 2.9 ถึง 8 มม. กำลังการผลิตของหน่วยคือ 715,000 ตันของท่อต่อปี
ข้าว. 1. กระบวนการผลิตท่อรีดร้อน
กระบวนการทางเทคโนโลยีสำหรับการผลิตท่อบนหน่วยที่มีโรงสีต่อเนื่องประกอบด้วยการดำเนินการดังต่อไปนี้:
- การเตรียมเหล็กแท่งสำหรับรีด
- ให้ความร้อนแก่ชิ้นงาน
- เย็บชิ้นงานเข้าที่แขนเสื้อ
- รีดแขนเสื้อเป็นท่อในโรงสีต่อเนื่อง
- ท่อความร้อนก่อนสอบเทียบหรือลด;
- ท่อกลิ้งบนโรงคัดขนาดหรือลดขนาด
- การตัดท่อ
- ท่อระบายความร้อนและการตกแต่ง
ข้อได้เปรียบหลักของตัวเครื่องคือให้ผลผลิตสูงและท่อคุณภาพสูง การมีโรงสีรีดิวซ์ที่ทันสมัยซึ่งทำงานด้วยความตึงในโรงสี 30-102 ช่วยเพิ่มช่วงของท่อรีดอย่างมีนัยสำคัญ ทั้งเส้นผ่านศูนย์กลางและความหนาของผนัง
ในโรงสีแบบต่อเนื่อง ท่อหยาบที่มีขนาดคงที่เท่ากันจะถูกรีด จากนั้นจึงนำไปตามขนาดที่กำหนดโดยคำสั่งในโรงตัดขนาดหรือลดขนาด
บิลเล็ตถูกให้ความร้อนในเตาเผาแบบแบ่งส่วน 3 เกลียว 2 เตา โดยแต่ละเตามีความยาวประมาณ 88 เมตร ส่วนความร้อนของเตาหลอมแบบแบ่งส่วนแบ่งออกเป็น 50 ส่วน ในทางกลับกันพวกเขาถูกแบ่งออกเป็น 8 โซน ระบบอุณหภูมิในแต่ละโซนจะคงอยู่โดยอัตโนมัติ
ความถูกต้องของการทำความร้อนด้วยโลหะถูกควบคุมโดยโฟโตอิเล็กทริก pyrometer ซึ่งวัดอุณหภูมิของปลอกหุ้มออกจากม้วนของโรงสีเจาะ เหล็กแท่งที่ร้อนในเตาเผาถูกตัดโดยใช้กรรไกรตัดกิ่งที่มีการตัดที่ต่ำกว่า เหล็กแท่งที่ร้อนและอยู่ตรงกลางถูกเจาะบนโรงสีเจาะแบบ 2 ม้วนพร้อมม้วนแบบถังและการส่งตามแนวแกน
ท่อรีดในโรงสีต่อเนื่อง ชื่อของโรงสีหมายถึงความต่อเนื่องของกระบวนการและการมีอยู่พร้อมกันของโลหะที่ผ่านกระบวนการในหลายพื้นที่ แมนเดรลทรงกระบอกยาวถูกสอดเข้าไปในแขนเสื้อที่ได้รับหลังจากกลิ้งบนโรงสีเจาะ หลังจากนั้นพร้อมกับแมนเดรล จะถูกนำเข้าไปในม้วนของโรงสีต่อเนื่อง โรงสีประกอบด้วยแท่น 9 แบบที่มีการออกแบบเดียวกัน โดยทำมุม 45 องศากับระนาบของพื้น และ 90 องศาต่อกัน ขาตั้งแต่ละอันมีม้วนร่องกลมสองม้วน
หลังจากถอดแมนเดรลยาวออกจากท่อแล้ว จะถูกส่งไปยังโรงโม่ขนาด 12 ขาตั้งเพื่อให้ได้เส้นผ่านศูนย์กลางภายในขอบเขตที่กำหนด หรือไปยังโรงโม่ลดขนาด 24 ขาตั้งสำหรับท่อรีดไปจนถึงเส้นผ่านศูนย์กลางที่ต่ำกว่า
ก่อนสอบเทียบหรือลดขนาด ท่อจะถูกให้ความร้อนในเตาเผาความร้อนแบบเหนี่ยวนำ จากตารางสอบเทียบจะได้ท่อที่มีเส้นผ่านศูนย์กลาง 76 ถึง 108 มม. หลังจากตารางลดขนาด - จาก 32 ถึง 76 มม.
ขาตั้งของโรงสีทั้งสองแต่ละแห่งมีสามม้วนอยู่ในมุม 120 องศา
ในความสัมพันธ์ซึ่งกันและกัน
ท่อที่รีดบนเครื่องคัดขนาดและมีความยาวมากกว่า 24 เมตรจะถูกผ่าครึ่งด้วยเลื่อยวงเดือนแบบอยู่กับที่ หลังจากกลิ้งบนเครื่องลดขนาดแล้ว ท่อจะถูกตัดด้วยกรรไกรแบบลอยได้ให้มีความยาวตั้งแต่ 12.5 ถึง 24.0 เมตร เพื่อขจัดความโค้งและลดการตกไข่ของหน้าตัด ท่อหลังจากการทำความเย็นจะถูกทำให้ตรงบนเครื่องม้วนผมแบบม้วนเอียง
หลังจากยืดแล้วท่อจะถูกตัดให้ยาว
การตกแต่งท่อจะดำเนินการในสายการผลิต ซึ่งรวมถึง เครื่องตัดท่อ เครื่องตัดท่อ ห้องเป่าเพื่อขจัดเศษและตะกรัน ตารางตรวจสอบของแผนกควบคุมคุณภาพ
เทคโนโลยีการผลิตท่อขึ้นรูปเย็น
ท่อเปลี่ยนรูปเย็นทำจากเหล็กแท่งรีดร้อน (ท่อรีดร้อนที่ผลิตขึ้นเอง) ซึ่งหากจำเป็น จะต้องผ่านการคว้านทางกลและการกลึง การรีดจะดำเนินการในโหมดอุ่นหรือเย็นโดยใช้สารหล่อลื่นทางเทคโนโลยี
สำหรับการผลิตท่อขึ้นรูปเย็นที่มีขนาดเส้นผ่านศูนย์กลาง 0.2 ถึง 180 มม. มีความหนาของผนัง 0.05 ถึง 12 มม. จากคาร์บอน โลหะผสม และเหล็กกล้าและโลหะผสมสูง โรงงานใช้โรงรีดเย็น 76 โรง โรงรีดท่อ 33 โรง และ โรงรีดเย็น 41 โรงม้วนและยืดยาว ลาก. มีสายการผลิตสำหรับการวาดขดของท่อผนังหนาโดยเฉพาะสำหรับสายเชื้อเพลิงของเครื่องยนต์ดีเซล, ท่อครีบสำหรับหม้อไอน้ำของเครื่องทำความร้อนพิเศษของโรงไฟฟ้าพลังความร้อน, ผลิตท่อขึ้นรูปเย็นแบบไร้ตะเข็บและเชื่อมด้วยไฟฟ้ารูปทรงต่างๆ
รับประกันคุณภาพของท่อโดยการใช้การอบชุบด้วยความร้อนในบรรยากาศป้องกัน รวมถึงการเจียรและการขัดด้วยไฟฟ้าของพื้นผิวด้านในและด้านนอก
ในรูป 2 แสดงกระบวนการทางเทคโนโลยีที่ใช้ในการผลิตท่อเย็น
มะเดื่อ 2. กระบวนการผลิตท่อขึ้นรูปเย็น
เทคโนโลยีสำหรับการผลิตท่อในร้านวาดท่อมีส่วนทั่วไปดังต่อไปนี้:
- การเตรียมชิ้นงานเพื่อการผลิต
- ท่อรีดเย็น
- การวาดท่อเย็น
- วิธีการรวมกัน (การกลิ้งและการวาด);
- การอบชุบด้วยความร้อนของท่อสำเร็จรูปและท่อกลาง
- การบำบัดทางเคมีของท่อสำเร็จรูปและท่อกลาง
- การตกแต่ง;
- การควบคุมผลิตภัณฑ์สำเร็จรูป
บิลเล็ตทั้งหมดที่จะไปตรวจสอบจะต้องผ่านการดองในขั้นต้นเพื่อขจัดตะกรันที่เหลืออยู่บนท่อหลังจากการรีดร้อน การดองจะดำเนินการในห้องอาบน้ำของแผนกดอง หลังจากการแกะสลักแล้ว ท่อจะถูกส่งไปซักและอบให้แห้ง
โรงงานรีดเย็นได้รับการออกแบบสำหรับการรีดเย็นและร้อนของท่อที่ทำจากคาร์บอน โลหะผสม สแตนเลส และโลหะผสม คุณลักษณะเฉพาะและข้อได้เปรียบของโรงงาน KhPT คือความสามารถในการบรรลุในหนึ่งรอบการกลิ้ง 30 - 88% ในพื้นที่หน้าตัดของท่อและอัตราส่วนการยืดตัวจาก 2 ถึง 8 หรือมากกว่า
การออกแบบของโรงงาน KhPT ที่ติดตั้งในโรงงานของโรงงานมีความหลากหลายและแตกต่างกันในขนาดมาตรฐาน จำนวนท่อรีดพร้อมกัน และการดัดแปลง
กระบวนการวาด (ใช้เฉพาะการดึงท่อแบบเย็นที่โรงงาน) ประกอบด้วยการส่ง (ดึง) ท่อเหล็กแท่งผ่านวงแหวนรูปวาดซึ่งมีเส้นผ่านศูนย์กลางเล็กกว่าของเหล็กแท่ง
สารหล่อลื่นทางเทคโนโลยี (องค์ประกอบแตกต่างกันไปตามวิธีการวาด) ถูกนำไปใช้กับท่อเพื่อลดค่าสัมประสิทธิ์แรงเสียดทานระหว่างการวาด
โรงงานยังใช้การวาดกลอง
ท่อทั้งหมดหลังจากการวาด (วาดให้มีขนาดเสร็จแล้วหรือกลาง) จะได้รับการบำบัดความร้อนในเตาเผาแบบต่อเนื่องหรือแบบลูกกลิ้ง ข้อยกเว้นคือท่อบางประเภทที่ส่งมอบโดยไม่ใช้ความร้อน
ท่อที่ผ่านการอบชุบด้วยความร้อนจะได้รับการยืดให้ตรง: เบื้องต้นเกี่ยวกับเครื่องรีดยืดลูกเบี้ยวและเครื่องยืดผมแบบลูกกลิ้ง และการยืดผมขั้นสุดท้ายบนเครื่องรีดผมด้วยลูกกลิ้ง
การตัดปลายท่อด้วยการลบคมและการตัดออก การวัดจะดำเนินการกับเครื่องมือตัดท่อหรือด้วยล้อขัด สำหรับการลบคมแบบสมบูรณ์ จะใช้แปรงเหล็กในโรงงานหลายแห่ง
ท่อที่ผ่านขั้นตอนการตกแต่งทั้งหมดจะถูกนำเสนอเพื่อควบคุมไปยังตารางตรวจสอบของแผนกควบคุมคุณภาพ
เทคโนโลยีสำหรับการผลิตท่อเชื่อมไฟฟ้า
สำหรับการผลิตท่อเชื่อมไฟฟ้าตามยาวที่มีเส้นผ่านศูนย์กลางตั้งแต่ 4 ถึง 114.3 โรงงานมีโรงเชื่อมไฟฟ้า 5 แห่ง ในการผลิตท่อจากเหล็กกล้าคาร์บอนใช้วิธีการเชื่อมความถี่สูงจากเหล็กกล้าอัลลอยด์สูง - การเชื่อมอาร์กในก๊าซเฉื่อย เทคโนโลยีเหล่านี้ รวมกับวิธีการควบคุมทางกายภาพและการทดสอบไฮดรอลิก ทำให้มั่นใจได้ถึงความน่าเชื่อถือของท่อเมื่อใช้ในงานวิศวกรรมเครื่องกลและโครงสร้างอาคาร
การขจัดเสี้ยนด้านใน ความสะอาดสูงของพื้นผิวด้านในของท่อทำให้เราได้ผลิตภัณฑ์คุณภาพสูง นอกจากนี้ ท่อเชื่อมสามารถถูกวาดด้วยแมนเดรลและไม่มีการจีบและการรีดบนลูกกลิ้ง การอบชุบด้วยความร้อนในเตาเผาบรรยากาศให้พื้นผิวท่อสีอ่อน
โรงงานใช้เทคโนโลยีการเชื่อมที่ทันสมัยที่สุด - กระแสความถี่สูง (ความถี่วิทยุ) ข้อได้เปรียบหลักของวิธีการเชื่อมท่อนี้:
- ความสามารถในการเชื่อมด้วยความเร็วสูง
- การผลิตท่อที่มีตะเข็บคุณภาพสูงจากเหล็กแท่งรีดร้อนที่ไม่มีการสลัก
- การใช้พลังงานค่อนข้างต่ำต่อท่อสำเร็จรูป 1 ตัน
- ความเป็นไปได้ของการใช้อุปกรณ์เชื่อมเดียวกันเมื่อเชื่อมเกรดเหล็กโลหะผสมต่ำต่างๆ
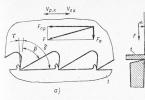
หลักการของวิธีการมีดังนี้: กระแสความถี่สูงไหลผ่านใกล้ขอบของเทปทำให้ร้อนขึ้นอย่างเข้มข้นและเมื่อพวกเขาสัมผัสในหน่วยเชื่อมพวกเขาจะเชื่อมเนื่องจากการก่อตัวของตาข่ายคริสตัล ข้อได้เปรียบที่สำคัญของวิธีการเชื่อมความถี่สูงคือความแข็งระดับไมโครของรอยเชื่อมและโซนการเปลี่ยนผ่านนั้นแตกต่างกันเพียง 10 - 15% จากความแข็งระดับไมโครของโลหะพื้นฐาน โครงสร้างและคุณสมบัติของรอยเชื่อมดังกล่าวไม่สามารถหาได้จากวิธีการเชื่อมท่อที่มีอยู่
ในรูป 3 แสดงกระบวนการทางเทคโนโลยีสำหรับการผลิตท่อเชื่อมไฟฟ้าสำหรับตู้เย็นในครัวเรือน
มะเดื่อ 3. กระบวนการผลิตท่อเชื่อม
วัตถุดิบสำหรับการผลิตท่อเชื่อมไฟฟ้าคือแถบ (ขด แผ่นโลหะ) มาจากพืชโลหะวิทยา เหล็กแท่งมาในขดลวดที่มีความกว้าง 500 ถึง 1250 มม. และสำหรับการผลิตท่อ ต้องใช้เทปที่มีความกว้าง 34.5 - 358 มม. เช่น ม้วนจะต้องตัดเป็นเส้นแคบ ๆ ใช้หน่วยกรีดเพื่อจุดประสงค์นี้
ลูกกลิ้งดึงเทปที่ติดอยู่จะถูกป้อนโดยลูกกลิ้งดึงไปยังตัวสะสมดรัมแถบเพื่อให้แน่ใจว่ามีกระบวนการทางเทคโนโลยีอย่างต่อเนื่องเนื่องจากมีการสำรองเทปที่สร้างขึ้น จากการจัดเก็บ เทปจะเข้าสู่โรงหล่อซึ่งประกอบด้วยแท่น 7 อัน แต่ละม้วนมี 2 ม้วน ระหว่างขาตั้งแต่ละข้างจะมีม้วนแนวตั้ง (ขอบ) หนึ่งคู่เพื่อให้การเคลื่อนไหวของสายพานมีเสถียรภาพ โรงสีขึ้นรูปได้รับการออกแบบมาเพื่อให้รูปร่างแถบเป็นช่องว่างที่ไม่มีที่สิ้นสุดในสภาวะเย็น
ท่อที่เกิดขึ้น (แต่มีช่องว่างเปิดระหว่างขอบ) เข้าสู่หน่วยเชื่อมของโรงสีซึ่งขอบถูกเชื่อมด้วยกระแสความถี่สูง ส่วนหนึ่งของโลหะเนื่องจากแรงดันของชุดเชื่อม จะยื่นออกมาทั้งด้านในท่อและด้านนอกเป็นเสี้ยน
หลังจากเชื่อมและขจัดเสี้ยนด้านนอกแล้ว ท่อจะถูกนำไปตามโต๊ะลูกกลิ้งที่อยู่ในรางปิดเพื่อไปยังหน่วยสอบเทียบและการทำโปรไฟล์ ในขณะที่มีการรดน้ำด้วยอิมัลชันทำความเย็นอย่างล้นเหลือ กระบวนการทำความเย็นจะดำเนินต่อไปทั้งในโรงคัดขนาดและเมื่อตัดท่อด้วยเลื่อยวงเดือนบินได้
การปรับขนาดของท่อกลมจะดำเนินการในเครื่องคัดขนาดแบบ 4 ขาตั้ง ขาตั้งแต่ละอันมีม้วนแนวนอนสองม้วน และมีการติดตั้งม้วนแนวตั้งระหว่างขาตั้ง และแต่ละม้วนละสองชิ้น
การทำโปรไฟล์ของท่อสี่เหลี่ยมและสี่เหลี่ยมนั้นดำเนินการในขาตั้ง 4 ม้วนของส่วนการทำโปรไฟล์
หลังจากการโปรไฟล์ ท่อเชื่อมไฟฟ้าสำหรับตู้เย็นในครัวเรือนจะได้รับการอบอ่อน ทำความเย็นด้วยความถี่สูง จากนั้นไปที่อ่างสังกะสีเพื่อเคลือบด้วยสารเคลือบป้องกันการกัดกร่อน
อุปกรณ์ตกแต่งสำหรับท่อเชื่อมไฟฟ้าประกอบด้วย: เครื่องกลึงที่มีหัวต่อสองหัวสำหรับการประมวลผลปลายท่อ เครื่องอัดไฮดรอลิกสำหรับทดสอบท่อหากมีการกำหนดโดยเอกสารเชิงบรรทัดฐาน อ่างสำหรับทดสอบลมของท่อสำหรับตู้เย็น
เทคโนโลยีการผลิตท่อที่บุด้วยโพลีเอทิลีน
ท่อเหล็กเคลือบโพลีเอทิลีนและข้อต่อท่อ (โค้ง ที ทรานซิชัน) ออกแบบมาเพื่อเคลื่อนย้ายสื่อที่มีฤทธิ์รุนแรง น้ำ และน้ำมันภายใต้แรงกดดันสูงถึง 2.5 MPa และใช้ในอุตสาหกรรมเคมีและการกลั่นน้ำมัน
อุณหภูมิการทำงานสูงสุดของท่อเรียงรายคือ + (บวก) 70 ° C อุณหภูมิการติดตั้งขั้นต่ำสำหรับท่อที่มีหน้าแปลนคือ 0 ° C สำหรับข้อต่อแผ่นเวเฟอร์ - (ลบ) 40 ° C
โรงงานแห่งนี้ผลิตชุดท่อเหล็กที่บุด้วยโพลีเอทิลีนที่มีข้อต่อแบบหน้าแปลนในรูปแบบพร้อมติดตั้ง ซึ่งรวมถึง: ท่อแบบมีเส้น ทีออฟเท่ากับและเปลี่ยน ทรานซิชันแบบมีจุดศูนย์กลางและส่วนโค้ง
ท่อแบบมีเส้นสามารถมีซับใน ด้านนอก และสองชั้น (ด้านในและด้านนอก) ได้ ท่อเรียงรายมีลักษณะเฉพาะด้วยความแข็งแรงของเหล็กและความต้านทานการกัดกร่อนสูงของพลาสติก ซึ่งช่วยให้สามารถเปลี่ยนท่อที่ทำจากเหล็กอัลลอยด์สูงหรือโลหะที่ไม่ใช่เหล็กได้อย่างมีประสิทธิภาพ
โพลีเอทิลีนความดันต่ำ (ความหนาแน่นสูง) ของเกรดท่อใช้เป็นชั้นซับในซึ่งช่วยปกป้องโลหะจากการกัดกร่อนภายในอันเนื่องมาจากผลกระทบของผลิตภัณฑ์ที่ขนส่งและจากการกัดกร่อนภายนอก - ดินหรืออากาศ
ในรูป 4 แสดงกระบวนการทางเทคโนโลยีที่ใช้ในการผลิตท่อที่บุด้วยโพลีเอทิลีน
ท่อโพลีเอทิลีนผลิตโดยการอัดรีดแบบสกรูอย่างต่อเนื่องบนท่อที่มีตัวขับหนอน
ก่อนทำการบุท่อเหล็กจะถูกตัดให้มีความยาวตามข้อกำหนดของท่อ เกลียวถูกตัดที่ปลายท่อ ขันเกลียวให้แน่นและสวมครีบหลวม
ท่อสำหรับเชื่อมต่อกับท่อที่ไม่มีหน้าแปลน (แหล่งน้ำมันและก๊าซ, น้ำประปา) ถูกตัดให้ยาว, ปลายท่อถูกประมวลผล, ลบมุม
การบุท่อเหล็กทำได้โดยวิธีการดึงข้อต่อหรือวิธีการขันให้แน่น ประเดิมเรียงรายไปด้วยการฉีดขึ้นรูป
ท่อที่มีครีบเรียงรายจากด้านในโดยไม่มีครีบ - จากด้านในด้านนอกหรือทั้งสองด้าน
หลังจากซับที่ปลายท่อของข้อต่อหน้าแปลนแล้ว ชั้นของซับในจะติดหน้าแปลนที่ปลายของวงแหวนเกลียว
ทีออฟและทรานซิชันแบบรวมศูนย์จะเรียงรายไปด้วยการฉีดขึ้นรูปพลาสติกบนเครื่องฉีดขึ้นรูป โค้งงอทำจากท่อเรียงรายสั้นบน เครื่องดัดท่อ... ส่วนโค้งของเซกเตอร์นั้นเรียงรายไปด้วยท่อโพลีเอทิลีนโดยมีการจับเจ่าที่ปลายบนหน้าแปลน
มะเดื่อ 3. กระบวนการผลิตท่อที่บุด้วยพอลิเอทิลีน
เทคโนโลยีการผลิตข้อศอก
รอยเชื่อมโค้งสูงชันแบบไม่มีรอยต่อตาม GOST 17375-83 และ TU 14-159-283-2001 มีไว้สำหรับการขนส่งสื่อไอน้ำและน้ำร้อนที่ไม่รุนแรงและก้าวร้าวปานกลางที่ความดันเล็กน้อยสูงถึง 10 MPa (100 kgf / cm 2) และช่วงอุณหภูมิตั้งแต่ลบ 70 ° จากถึงบวก 450 ° C
เส้นผ่านศูนย์กลางภายนอก: 45 - 219 มม. ความหนาของผนัง: 2.5 - 8 มม. มุมดัด: 30 °, 45 °, 60 °, 90 °, 180 °, เกรดเหล็ก: 20, 09G2S, 12X18H10T
สำหรับการผลิตโค้งได้เลือกเทคโนโลยีประหยัดพลังงานและเป็นมิตรกับสิ่งแวดล้อมที่ทันสมัยซึ่งให้ตัวบ่งชี้ที่ดีที่สุดของคุณภาพของผลิตภัณฑ์สำเร็จรูปทั้งในแง่ของลักษณะมิติและคุณสมบัติทางกล
อุปกรณ์หลักคือเครื่องกดสำหรับเจาะเหล็กแท่งท่อร้อนตามแนวแกนรูปแตรโดยใช้ความร้อนแบบเหนี่ยวนำ
ตามกลยุทธ์คุณภาพทั่วไปของ Novotrubny Zavod ข้อศอกทำจากท่อส่วนโดยใช้เท่านั้น ครบวงจรการควบคุมคุณสมบัติของผลิตภัณฑ์สำเร็จรูป ความสอดคล้องของผลิตภัณฑ์ตามเอกสารเชิงบรรทัดฐานและทางเทคนิคที่ยอมรับได้รับการยืนยันโดยการตรวจสอบลักษณะมิติและการทดสอบในห้องปฏิบัติการ 100% สำหรับการผลิตชิ้นส่วนนั้น ได้รับใบอนุญาตและใบรับรองจากหน่วยงานกำกับดูแล ซึ่งยืนยันถึงความเหมาะสมของผลิตภัณฑ์ของเราสำหรับการใช้งานในสภาพแวดล้อมที่มีความก้าวร้าวสูง รวมถึงในสถานที่ที่ Gosgortekhnadzor ของรัสเซียควบคุมดูแล
ในรูป 4 แสดงกระบวนการทางเทคโนโลยีที่ใช้ในการผลิตโค้ง
ข้าว. 5. กระบวนการผลิตข้อศอก
เทคโนโลยีสำหรับการผลิตโค้งประกอบด้วยขั้นตอนต่อไปนี้:
- ตัดเป็นแท่งวัด (หัวฉีด) ของท่อที่ได้จากร้านท่อของโรงงานและผ่านการควบคุมคุณภาพขั้นสุดท้ายที่เหมาะสม
- การเจาะท่อสาขาตามแกนรูปแตรอย่างร้อนแรง การเจาะจะดำเนินการกับเครื่องอัดไฮดรอลิกพิเศษโดยใช้สารหล่อลื่นที่มีกราไฟท์
- การดัดโค้งตามปริมาตรแบบร้อนในแนวตั้ง เครื่องอัดไฮดรอลิก(สอบเทียบ). ในกรณีนี้ มิติทางเรขาคณิตจะถูกแก้ไข โดยส่วนใหญ่เป็นเส้นผ่านศูนย์กลาง
- เปลวไฟเบื้องต้นหรือการตัดพลาสม่าของค่าเผื่อสำหรับปลายโค้งที่ไม่สม่ำเสมอ
- การฟื้นฟูทางกลปลายโค้งและลบมุม (ตัดแต่ง);
- การยอมรับ OTK:
—การควบคุมมิติทางเรขาคณิต
—ไฮโดรเทส,
—การทดสอบในห้องปฏิบัติการของคุณสมบัติทางกลของชุดโค้ง
—การทำเครื่องหมาย
5. ปัญหาคุณภาพของผลิตภัณฑ์ท่อ
- 1. เอกสารกำกับดูแลประเภทใดบ้างที่จัดทำขึ้น
คำตอบ: เอกสารข้อบังคับ (GOST, TU, ข้อกำหนด) จำเป็นต้องมีการตรวจสอบท่อประเภทต่อไปนี้:
- ควบคุมคุณภาพ พื้นผิวด้านนอก;
- การควบคุมคุณภาพของพื้นผิวด้านใน
- การควบคุมพารามิเตอร์ทางเรขาคณิต: ภายนอกและ 9 หรือ) เส้นผ่าศูนย์กลางภายใน, ความหนาของผนัง, ความโค้ง, ความตั้งฉากของปลายกับแกนท่อ, ความยาว, ความกว้างของการลบมุม (ซึ่งวัดตามเอกสารเชิงบรรทัดฐานและทางเทคนิค), ขนาดเกลียว (สำหรับท่อเกลียว)
- 2. ข้อกำหนดสำหรับท่อก่อนเริ่มการตรวจสอบมีอะไรบ้าง?
ตอบ:
- ท่อต้องมีฉลากการทำงาน
- พื้นผิวท่อต้องแห้งและสะอาด
- ท่อต้องวางอยู่บนโต๊ะตรวจสอบในเขตตรวจสอบในแถวเดียวโดยมีระยะห่างขึ้นอยู่กับเส้นผ่านศูนย์กลาง ทำให้สามารถเคลื่อนที่ได้อย่างอิสระ (เอียงไปรอบแกน) เพื่อตรวจสอบพื้นผิวทั้งหมด และไม่ใช่เฉพาะในบางโซนเท่านั้น
- ท่อต้องตรง กล่าวคือ ม้วนอย่างอิสระบนชั้นวาง ให้ตัดปลายตรงและเอาเสี้ยนออก
หมายเหตุ: ในบางกรณี ลูกค้าอนุญาตให้ปลายไม่เจียระไน และอนุญาตให้ไม่ยืดท่อได้
- 3. ผลิตอย่างไร การควบคุมด้วยสายตาพื้นผิวด้านนอกของท่อ?
คำตอบ: ทำโดยตรงบนโต๊ะตรวจสอบ (ชั้นวาง) โดยผู้ตรวจสอบที่มีวิสัยทัศน์ปกติโดยไม่ต้องใช้อุปกรณ์ขยาย การตรวจสอบพื้นผิวจะดำเนินการในส่วนที่มีการจัดลำดับท่อแต่ละท่อใหม่ในภายหลัง เพื่อตรวจสอบพื้นผิวทั้งหมด อนุญาตให้ควบคุมท่อหลายท่อพร้อมกันได้พร้อมกัน ควรจำไว้ว่าพื้นผิวทั้งหมดของการตรวจสอบไม่เกินมุมรับภาพ ในกรณีที่น่าสงสัยคือ เมื่อข้อบกพร่องไม่ชัดเจน ผู้ตรวจสอบได้รับอนุญาตให้ใช้ไฟล์หรือกระดาษทรายด้วยความช่วยเหลือในการทำความสะอาดพื้นผิวของท่อ
- 4. จะประเมินความลึกของข้อบกพร่องภายนอกได้อย่างไรหากอยู่ตรงกลางของความยาวท่อ?
คำตอบ: หากจำเป็นต้องกำหนดความลึกของข้อบกพร่อง การควบคุมจะดำเนินการโดยการเปรียบเทียบเส้นผ่านศูนย์กลางท่อก่อนและหลังการกำจัดข้อบกพร่องในภายหลัง:
- 1. เส้นผ่านศูนย์กลางที่วัดได้NSถัดจากข้อบกพร่อง
- 2. วัดเส้นผ่านศูนย์กลางต่ำสุดที่จุดบกพร่อง กล่าวคือ ความลึกสูงสุดข้อบกพร่อง;
- 3. วัดความหนาของผนังNSตามกำเนิดของข้อบกพร่อง
- 4. ความลึกของข้อบกพร่อง:NS— NSเปรียบเทียบ (โดยคำนึงถึงความเบี่ยงเบนที่อนุญาต) กับความหนาของผนังจริง
เพื่อกำหนดลักษณะของข้อบกพร่องจะเปรียบเทียบกับตัวอย่างข้อบกพร่อง (มาตรฐาน) ที่ได้รับอนุมัติในลักษณะที่เหมาะสม
- 5. เครื่องมือควบคุมพื้นผิวด้านนอกของท่อใช้เพื่ออะไรและอย่างไร?
คำตอบ: เครื่องมือควบคุมใช้เพื่อประเมินคุณภาพของพื้นผิวด้านนอกของท่อสำหรับวัตถุประสงค์ที่สำคัญ: ห้องหม้อไอน้ำ สำหรับอุปกรณ์การบิน พลังงานนิวเคลียร์ โรงงานลูกปืน ฯลฯ
อุปกรณ์สำหรับการทดสอบดังกล่าว ได้แก่ อุปกรณ์ทดสอบด้วยคลื่นอัลตราโซนิก แม่เหล็ก หรือกระแสวน
- 6. จะตรวจสอบพื้นผิวด้านในของท่อด้วยสายตาได้อย่างไร?
คำตอบ: สาระสำคัญของวิธีการควบคุมนี้คือหลอดไฟแต่ละหลอดบนตัวยึดแบบยาวถูกสอดเข้าไปในท่อแต่ละท่อซึ่งมีช่องสัญญาณภายในขนาดใหญ่เพียงพอจากด้านตรงข้ามกับตัวควบคุม ซึ่งสามารถเคลื่อนที่ไปตามท่อและให้แสงสว่างที่น่าสงสัย สถานที่. สำหรับขนาดที่เล็กกว่า (ในร้านวาดท่อ) จะใช้หน้าจอที่เรียกว่า - ไฟแบ็คไลท์ประกอบด้วยหลอดไฟจำนวนหนึ่ง " กลางวัน»และให้แสงสว่างสม่ำเสมอ
- 7. เหตุใดจึงใช้การตรวจสอบพื้นผิวด้านในของท่อด้วยเครื่องมือและอย่างไร
คำตอบ: ใช้สำหรับท่อวิกฤต แบ่งออกเป็นส่วนควบคุมและควบคุมด้วยเครื่องมือโดยใช้กล้องปริทรรศน์ตามเทคนิคพิเศษ โดยเพิ่มพื้นที่ผิวควบคุม 4 เท่า ในการกำหนดลักษณะและความลึกของข้อบกพร่องบนพื้นผิวด้านใน สามารถตัดส่วนที่น่าสงสัยของท่อออกเพื่อควบคุมเพิ่มเติม (เช่น บนกล้องจุลทรรศน์) และสรุปได้
การตรวจสอบท่อที่มีส่วนภายในขนาดเล็กจะดำเนินการด้วยตาเปล่าหรือด้วยการใช้กำลังขยายบนตัวอย่างที่ตัดตามส่วนกำเนิดของท่อ ("เรือ")
8. การวัดความหนาของผนังท่อแบบแมนนวลทำอย่างไร?
คำตอบ: ตรวจสอบความหนาของผนังที่ปลายท่อทั้งสองข้าง การวัดดำเนินการด้วยท่อไมโครมิเตอร์ MT 0-25 ของระดับความแม่นยำที่สองอย่างน้อยสองจุดตรงข้าม diametrically หากตรวจพบความแตกต่างของผนังหรือค่าขีด จำกัด จำนวนการวัดจะเพิ่มขึ้น
- 8. การควบคุมด้วยตนเองของเส้นผ่านศูนย์กลางภายนอกของท่อดำเนินการอย่างไร?
คำตอบ: เส้นผ่านศูนย์กลางภายนอกของท่อควบคุมด้วยตนเองโดยใช้ไมโครมิเตอร์แบบเรียบของประเภท MK ของชั้นสองหรือด้วยแคลมป์ที่ปรับเทียบแล้วอย่างน้อยสองส่วน ในแต่ละส่วน จะทำการวัดอย่างน้อยสองครั้งที่มุม90 ° หนึ่งไปยังอีกคนหนึ่งคือ ในระนาบตั้งฉากกัน ในกรณีที่ตรวจพบข้อบกพร่องหรือค่าสูงสุดที่อนุญาต จำนวนส่วนและการวัดจะเพิ่มขึ้น
- 9. เครื่องมือควบคุมเส้นผ่านศูนย์กลางภายนอกของท่อใช้สำหรับอะไรและอย่างไร? ตัวอย่าง.
คำตอบ: ใช้สำหรับท่อที่สำคัญและดำเนินการพร้อมกันด้วยการควบคุมความต่อเนื่องของพื้นผิว, ความหนาของผนังบนอุปกรณ์ UKK-2, NSร. ในโรงรีดเย็นแบบลูกกลิ้ง (CPTR) สำหรับการควบคุมเทคโนโลยีของเส้นผ่านศูนย์กลางท่อ จะใช้อุปกรณ์ KED (เส้นผ่านศูนย์กลางแม่เหล็กไฟฟ้าขนาดเล็ก)
10. การควบคุมเส้นผ่านศูนย์กลางภายในของท่อแบบแมนนวลเป็นอย่างไร? ตัวอย่าง.
คำตอบ: ผลิตตามคำสั่งซื้อโดยใช้ขนาดเส้นผ่าศูนย์กลางที่ผ่านการรับรอง (สำหรับขนาดตั้งแต่ 40 มม. และชื่อสามัญ "หมุดกลิ้ง") ของประเภท "ผ่าน - ไม่ผ่าน" สำหรับความยาวที่ระบุในเอกสารกำกับดูแลจากปลายทั้งสองของ ท่อ ตัวอย่างเช่นสำหรับท่อตาม GOST 633-80 จำเป็นต้องมีการควบคุมความตรงที่ปลายแต่ละด้าน 1250 มม. เส้นผ่านศูนย์กลางภายในจะถูกตรวจสอบในเวลาเดียวกัน เพื่อควบคุมเส้นผ่านศูนย์กลางภายในของท่อที่จะไปถึงการผลิตโช้คอัพตามความจำเป็น ความแม่นยำสูงขนาดใช้อุปกรณ์พิเศษ - เกจภายใน
11. การควบคุมเส้นผ่านศูนย์กลางภายในของท่อจำเป็นเมื่อใด ตัวอย่าง.
คำตอบ: ใช้สำหรับท่อวิกฤตเท่านั้นและผลิตขึ้นบนอุปกรณ์RPAและ UKK - 2 เช่น ในการผลิตท่อสแตนเลส
12. การควบคุมความโค้ง (ความตรง) ของท่อเป็นอย่างไร? ตัวอย่าง.
คำตอบ: ตามกฎแล้วความตรงของท่อนั้นมั่นใจได้ด้วยเทคโนโลยีการผลิตและในทางปฏิบัติจะตรวจสอบ "ด้วยตา" ในกรณีที่สงสัยหรือตามคำขอของเอกสารกำกับดูแล จะมีการวัดความโค้งที่แท้จริง ดำเนินการในส่วนที่วัดได้ส่วนใดส่วนหนึ่งหรือตามความยาวทั้งหมดของท่อ ขึ้นอยู่กับข้อกำหนดของเอกสารกำกับดูแล ในการวัดความโค้ง ต้องใช้พื้นผิวแนวนอนเรียบ (ควรเป็นแผ่นพื้นผิว) เลือกส่วนที่วัดด้วยความโค้ง "ด้วยตาเปล่า" สูงสุด หากความโค้งอยู่ในระนาบเดียวกันกับจาน ให้ทาขอบตรงยาว 1 เมตร ชนิด SCHD ชั้นความแม่นยำที่สอง จากด้านข้างและใช้ชุดโพรบเบอร์ 4 ช่องว่างระหว่างท่อกับไม้บรรทัดจะเท่ากับ ตรวจสอบแล้ว
13. ในกรณีใดบ้างและวิธีควบคุมการลบมุมทื่อมีการดำเนินการอย่างไร?
คำตอบ: ผลิตตามคำร้องขอของเอกสารกำกับดูแลโดยใช้ไม้บรรทัดวัดหรือแม่แบบ การควบคุมการใช้มุมลบมุมจะดำเนินการตามคำขอของเอกสารกำกับดูแลโดยใช้ไม้โปรแทรกเตอร์
14. ตรวจสอบความตั้งฉากของปลายท่อกับแกนเมื่อใดและอย่างไร
คำตอบ: ใช้สี่เหลี่ยมโลหะ ด้านสั้นของข้อศอกถูกนำไปใช้กับ generatrix ของพื้นผิวท่อ ด้านยาวของสี่เหลี่ยมจัตุรัสกดกับปลายท่อใน 2 - 3 ส่วน ช่องว่างและขนาดของช่องว่างจะถูกตรวจสอบด้วยเครื่องวัดความรู้สึก
15. ความยาวท่อวัดด้วยตนเองอย่างไร?
คำตอบ: ทำโดยคนงานสองคนโดยใช้เทปวัดของเทปวัดโลหะ PC - 10 หรือพลาสติกหนึ่งอันตามแนวทั่วไปของท่อที่ทำการวัด
16. วิธีการกำหนดเกรดเหล็ก
คำตอบ: การควบคุมเกรดเหล็กทำได้โดยวิธีการดังต่อไปนี้:
- ประกายไฟ;
- ส่องกล้องตรวจ;
- การวิเคราะห์ทางเคมีหรือสเปกตรัม
6. คำถามเกี่ยวกับการจำแนกประเภทของข้อบกพร่องในการผลิตท่อและวิธีการแก้ไข
- 1. ข้อบกพร่องประเภทหลักที่ระบุในกระบวนการผลิตและการควบคุมผลิตภัณฑ์สำเร็จรูปมีอะไรบ้าง
คำตอบ: ระบบบัญชีคุณภาพที่นำมาใช้แบ่งข้อบกพร่องที่ตรวจพบระหว่างการควบคุมผลิตภัณฑ์สำเร็จรูปออกเป็นสองประเภท: ข้อบกพร่องเนื่องจากข้อบกพร่องของการผลิตเหล็กและการผลิตเหล็กรีด และข้อบกพร่องในการผลิตรีดท่อ (ซึ่งรวมถึงข้อบกพร่องในท่องานเย็นและท่อเชื่อม ).
- 2. ประเภทและสาเหตุของข้อบกพร่องในการผลิตเหล็กที่ส่งผลต่อคุณภาพของท่อ
ตอบ:
- ช่องการหดตัวแบบเปิดและแบบปิดเป็นช่องที่เกิดขึ้นระหว่างการแข็งตัวของโลหะหลังจากที่เทลงในแม่พิมพ์ สาเหตุของข้อบกพร่องนี้อาจเป็นการละเมิดเทคโนโลยีการหล่อเหล็ก รูปร่างของแม่พิมพ์ องค์ประกอบของเหล็ก วิธีการที่ทันสมัยที่สุดในการต่อสู้กับการหดตัวคือการหล่อเหล็กอย่างต่อเนื่อง
- การชำระบัญชีในเหล็ก การชำระบัญชีคือความแตกต่างขององค์ประกอบของเหล็กและโลหะผสมที่เกิดขึ้นระหว่างการแข็งตัว ตัวอย่างของ liquation คือ ตารางการละลาย ซึ่งแสดงให้เห็นในส่วนมาโครตามขวางของโลหะ และเป็นความแตกต่างของโครงสร้างในรูปแบบของโซนการสลักที่แตกต่างกัน รูปทรงที่ทำซ้ำรูปร่างของแท่งโลหะ สาเหตุของตารางการละลายอาจเป็นการเพิ่มเนื้อหาของสิ่งสกปรก (ฟอสฟอรัส, ออกซิเจน, กำมะถัน) ซึ่งเป็นการละเมิดเทคโนโลยีของการหล่อหรือการแข็งตัวของแท่งโลหะองค์ประกอบทางเคมีของเหล็ก (เช่นกว้าง ขีด จำกัด อุณหภูมิการแข็งตัว) การลดลงของสี่เหลี่ยมการหลอมทำได้โดยสิ่งสกปรกที่ลดลง อุณหภูมิการหล่อของเหล็กลดลง และมวลของแท่งโลหะที่ลดลง
- ฟองอากาศภายใน เป็นโพรงที่เกิดขึ้นจากการปล่อยก๊าซในระหว่างการตกผลึกของแท่งโลหะ สาเหตุที่พบบ่อยที่สุดของการเกิดฟองคือออกซิเจนที่มีความเข้มข้นสูงในโลหะเหลว มาตรการป้องกันฟองสบู่: การขจัดออกซิเดชันของโลหะโดยสมบูรณ์ การใช้วัสดุที่แห้งดีสำหรับการเจือและการตกตะกอน การทำให้แห้งของอุปกรณ์เท การทำความสะอาดแม่พิมพ์จากตะกรัน
- รังผึ้ง. เหล่านี้เป็นฟองก๊าซที่อยู่ในรูปของรังผึ้งที่ระยะห่างเพียงเล็กน้อยจากพื้นผิวของแท่งเหล็กที่เดือดหรือกึ่งสงบ นำไปสู่การหลุดลอกของเหล็ก สาเหตุที่เป็นไปได้การปรากฏตัวของพวกเขาสามารถมีอัตราการหล่อเหล็กสูง, ความอิ่มตัวของก๊าซที่เพิ่มขึ้น, การเกิดออกซิเดชันมากเกินไปของการหลอม
- ความพรุนตามแนวแกน การปรากฏตัวของรูพรุนเล็ก ๆ ของการหดตัวในเขตแกนของแท่งโลหะ เกิดขึ้นเมื่อโลหะเหลวส่วนสุดท้ายแข็งตัวภายใต้สภาวะที่มีโลหะเหลวไม่เพียงพอ ความพรุนในแนวแกนที่ลดลงทำได้โดยการเทเหล็กลงในแม่พิมพ์ที่มีเทเปอร์ขนาดใหญ่ รวมถึงการอุ่นหรือให้ความร้อนที่ส่วนล่าง
- การผกผันของเปลือกโลก ข้อบกพร่องประกอบด้วยเปลือกโลหะรีดและการกระเด็นที่พื้นผิวของแท่งโลหะซึ่งส่งผลกระทบต่อส่วนใดส่วนหนึ่งหรือทั้งหมดของแท่งโลหะ ในส่วนจุลภาคในเขตข้อบกพร่องมีการรวมตัวที่ไม่ใช่โลหะจำนวนมากมักจะสังเกตเห็นการแยกตัวออกจากคาร์บอนและสเกล การพลิกกลับของเปลือกโลก น้ำท่วม การกระเด็นสามารถพบได้ในโลหะของเหล็กกล้าทุกเกรดด้วยวิธีการหล่อแบบใดๆ เหตุผล: การหล่อโลหะเย็น ความเร็วในการหล่อช้า และการหล่อโลหะที่มีความเหนียวสูง วิธีที่มีประสิทธิภาพในการป้องกันข้อบกพร่องคือการหล่อภายใต้ตะกรันสังเคราะห์เหลว
- เส้นผม. ข้อบกพร่องจะแสดงเป็นรอยหยักบางๆ แหลมๆ ที่มีความลึกต่างกัน ซึ่งเกิดจากการปนเปื้อนของพื้นผิวของแท่งโลหะหรือแท่งท่อที่มีสิ่งเจือปนที่ไม่ใช่โลหะ (ตะกรัน วัสดุทนไฟ สารผสมที่เป็นฉนวน) ข้อบกพร่องของพื้นผิวจะตรวจพบได้ดีบนบิลเล็ตท่อหมุนหรือสลัก เช่นเดียวกับในระหว่างการขจัดตะกรันของท่อสำเร็จรูป มาตรการป้องกัน: การใช้วัสดุทนไฟคุณภาพสูง การจับโลหะในทัพพี การหล่อภายใต้ตะกรันเหลว การหลอมการกลั่นแบบต่างๆ
- 3. ประเภทและสาเหตุของข้อบกพร่องในการผลิตเหล็กม้วนที่ส่งผลต่อคุณภาพในการผลิตท่อคืออะไร?
ตอบ:
- น้ำตาภายในระหว่างการเสียรูป เกิดขึ้นในระหว่างการเปลี่ยนรูปด้วยความร้อน (การกลิ้ง) ในเขตแนวแกนของบุปผาหรือแท่งท่อเนื่องจากความร้อนสูงเกินไป การแตกเนื่องจากความร้อนสูงเกินไปในแนวแกนพบได้บ่อยในเหล็กกล้าคาร์บอนสูงและโลหะผสมสูง สามารถป้องกันการก่อตัวของข้อบกพร่องได้โดยการลดอุณหภูมิความร้อนของโลหะก่อนการเสียรูปหรือโดยการลดระดับของการเสียรูปในครั้งเดียว
- บ้านนก. เป็นรอยแตกจากความร้อนตามขวางภายในที่เปิดขึ้นในระหว่างการรีดเป็นแท่งหรือเหล็กแท่ง สาเหตุของข้อบกพร่องคือการให้ความร้อนอย่างรวดเร็วของแท่งโลหะหรือเหล็กแท่งเย็น ซึ่งชั้นนอกของโลหะจะร้อนเร็วกว่าชั้นใน และเกิดความเค้นที่นำไปสู่การแตกของโลหะ แนวโน้มที่จะเกิดรังนกได้บ่อยที่สุดคือเหล็กกล้าคาร์บอนสูง U7 - U12 และเหล็กอัลลอยด์บางชนิด (ShKh - 15, 30KhGSA, 37KhNZA เป็นต้น) มาตรการป้องกันข้อบกพร่อง - ปฏิบัติตามเทคโนโลยีการให้ความร้อนแท่งและแท่งเหล็กก่อนรีด
- ข้อบกพร่อง. สิ่งเหล่านี้คือความไม่ต่อเนื่องแบบเปิด ซึ่งอยู่ที่มุมหรือตั้งฉากกับทิศทางของการดึงโลหะที่ใหญ่ที่สุด เกิดขึ้นในระหว่างการเปลี่ยนรูปที่ร้อนของโลหะเนื่องจากความเป็นพลาสติกที่ลดลง การกลิ้งแท่งเหล็กแท่งจากบุปผาที่มีข้อบกพร่องนำไปสู่การปรากฏตัวของแคปรีดบนพื้นผิวของแท่ง สาเหตุของการเกิดข้อบกพร่องอาจเป็นการละเมิดเทคโนโลยีการให้ความร้อนกับโลหะและการลดลงอย่างมาก ช่องว่างที่มีข้อบกพร่องได้รับการทำความสะอาดอย่างทั่วถึง
- การกักขังทำเหล็ก คำนี้หมายถึงข้อบกพร่องในรูปแบบของการแยกชั้นของโลหะที่มีรูปร่างต่าง ๆ รวมกับโลหะฐาน พื้นผิวด้านล่างของกรงถูกออกซิไดซ์และโลหะที่อยู่ใต้นั้นถูกปกคลุมด้วยสเกล สาเหตุของการเกิดกับดักการผลิตเหล็กอาจเกิดจากข้อบกพร่องของแท่งโลหะที่มีต้นกำเนิดจากการผลิตเหล็ก: การบิดของเปลือกโลก การสะสมของฟองก๊าซใต้เปลือกโลกและพื้นผิว รอยแตกตามยาวและตามขวาง การหย่อนคล้อย ฯลฯ มาตรการป้องกันการกักขังการผลิตเหล็ก: การปฏิบัติตามเทคโนโลยีการผลิตเหล็กและการหล่อ
- 4. วิธีการตรวจจับพื้นผิวและข้อบกพร่องของโลหะภายใน
คำตอบ: B แนวปฏิบัติสมัยใหม่ใช้วิธีการพื้นฐานต่อไปนี้ในการตรวจจับและศึกษาพื้นผิวและข้อบกพร่องของโลหะภายใน:
- การตรวจสอบภายนอกของผลิตภัณฑ์
- การทดสอบอัลตราโซนิกเพื่อตรวจหาข้อบกพร่องภายใน
- วิธีการควบคุมแม่เหล็กไฟฟ้าสำหรับตรวจจับข้อบกพร่องของพื้นผิว
- การทำความสะอาดพื้นผิวในท้องถิ่น
- การตัดเฉือนตัวอย่างที่ตัดจากแท่งเพื่อระบุข้อบกพร่องของพื้นผิวที่ชัดเจนยิ่งขึ้น
- หมุนแท่งเพื่อระบุเส้นผม
- การศึกษาโครงสร้างมหภาคบนแม่แบบตามขวางและตามยาวหลังการแกะสลัก
- การตรวจสอบการแตกหักตามยาวและตามขวาง
- วิธีการวิจัยด้วยกล้องจุลทรรศน์อิเล็กตรอน
- การศึกษาไมโครเซกชั่นที่ไม่กัดผิว (เพื่อประเมินการปนเปื้อนด้วยการเจือปนที่ไม่ใช่โลหะ)
- ศึกษาโครงสร้างจุลภาคหลังการแกะสลักเพื่อระบุส่วนประกอบโครงสร้าง
- การวิเคราะห์โครงสร้างเอ็กซ์เรย์
- 5. ชนิดและสาเหตุของข้อบกพร่องในการผลิตท่อโดยการรีดร้อน มาตรการแก้ไขการแต่งงาน
ตอบ:
- กลิ้งเป็นเชลย ข้อบกพร่องในการวางแนวตามยาว เหตุผลก็คือการหลุดออกจากข้อบกพร่องบนพื้นผิวของแท่งท่อหรือบานในท่อ: การตัดแต่ง, ม้วน, หนวด, zakova, ริ้วรอย ฝาครอบภายนอกไม่สามารถซ่อมแซมได้และเป็นข้อบกพร่องถาวร
- ฟล็อคเก้นส์ สิ่งเหล่านี้คือเศษโลหะบาง ๆ ที่เกิดจากความเค้นเชิงโครงสร้างในเหล็กอิ่มตัวไฮโดรเจน มักปรากฏในโลหะแผ่นรีดและตรวจพบโดยการทดสอบด้วยคลื่นเสียงความถี่สูง Flockens ปรากฏในกระบวนการทำความเย็นโลหะที่อุณหภูมิ 250 ° C และด้านล่าง ส่วนใหญ่จะพบในเหล็กกล้าโครงสร้าง เครื่องมือ และแบริ่ง มาตรการป้องกันฝูง: การหลอมอาร์กสูญญากาศใหม่
- รอยแตก ในระหว่างการก่อตัวของแท่งโลหะและการเสียรูปที่ตามมา ในทางปฏิบัติพบข้อบกพร่องหลายประการในรูปแบบของรอยแตก: รอยแตกที่ร้อน รอยแตกที่เกิดจากความเค้น รอยแตกจากการกัดเซาะ ฯลฯ ลองพิจารณารอยแตกที่ร้อนที่สุดโดยทั่วไป
รอยแตกจากการตกผลึกแบบร้อนคือการแตกหักของโลหะที่ถูกออกซิไดซ์ซึ่งเกิดขึ้นระหว่างการตกผลึกของแท่งโลหะเนื่องจากความเค้นแรงดึงที่เกินกำลังของชั้นนอกของแท่งโลหะ รอยร้าวที่ร้อนจากการรีดสามารถวางตามแนวแกนกลิ้ง ทำมุมกับมันหรือตั้งฉากได้ ขึ้นอยู่กับตำแหน่งและรูปร่างของข้อบกพร่องของแท่งโลหะเดิม ปัจจัยที่ก่อให้เกิดการแตกร้าว ได้แก่ ความร้อนสูงเกินไปของโลหะเหลว ความเร็วที่เพิ่มขึ้นการหล่อ, ปริมาณกำมะถันที่เพิ่มขึ้น, เมื่อความเหนียวของเหล็กลดลง, การละเมิดเทคโนโลยีของการหล่อเหล็ก, อิทธิพลของเกรดเหล็กเอง รอยแตกไม่สามารถซ่อมแซมได้และเป็นข้อบกพร่องถาวร
- การแบ่งชั้น นี่เป็นการละเมิดความต่อเนื่องของโลหะที่เกิดจากการมีโพรงหดตัวลึกในแท่งโลหะเดิม การคลายการหดตัวหรือการสะสมของฟองอากาศ ซึ่งเมื่อเกิดการเสียรูปที่ตามมา จะออกมาที่พื้นผิวหรือขอบด้านท้ายของผลิตภัณฑ์ มาตรการป้องกัน: การลดสิ่งเจือปนที่เป็นอันตรายในโลหะ การลดความอิ่มตัวของก๊าซ การใช้สารเติมแต่ง การปฏิบัติตามเทคโนโลยีการถลุงเหล็กและการหล่อเหล็ก ไม่สามารถซ่อมแซมชุดรวมได้และเป็นข้อบกพร่องถาวร
- พระอาทิตย์ตก. นี่เป็นการละเมิดความต่อเนื่องของโลหะในทิศทางของการกลิ้งจากด้านใดด้านหนึ่งหรือทั้งสองด้านของผลิตภัณฑ์ (ท่อ) ตลอดความยาวทั้งหมดหรือตามส่วนนั้นอันเป็นผลมาจากการม้วนหนวด อันเดอร์คัท หรือกลิ้งจากลำกล้องก่อนหน้า สาเหตุของการลดลงมักเกิดจากการล้นของโลหะของมาตรวัดการทำงานเมื่อ (โลหะ) ถูก "บีบ" เข้าไปในช่องว่างระหว่างคาลิเบอร์ในรูปของหนวดแล้วม้วนขึ้น มาตรการป้องกัน: การสอบเทียบเครื่องมือที่ถูกต้อง การปฏิบัติตามเทคโนโลยีการรีด ไม่สามารถซ่อมแซมได้และเป็นข้อบกพร่องขั้นสุดท้าย
- อ่างล้างมือ ข้อบกพร่องของพื้นผิวซึ่งเป็นการกดทับในท้องถิ่นโดยไม่กระทบต่อความต่อเนื่องของโลหะท่อซึ่งเกิดขึ้นจากการตกหล่นของเชลยในพื้นที่ การรวมที่ไม่ใช่โลหะ วัตถุที่ม้วน มาตรการป้องกัน: การใช้บิลเล็ตท่อคุณภาพสูง การปฏิบัติตามเทคโนโลยีการรีด
- ขาย. ข้อบกพร่องของพื้นผิวที่เป็นรูทะลุที่มีขอบบางและยาวไปในทิศทางของการเสียรูป ข้อบกพร่องเกิดจากการเข้าของสิ่งแปลกปลอมระหว่างเครื่องมือเปลี่ยนรูปกับท่อ
- รอยร้าวจากแหล่งกำเนิดการรีดท่อ ข้อบกพร่องในพื้นผิวของการวางแนวตามยาวซึ่งเป็นการละเมิดความต่อเนื่องของโลหะในรูปแบบของการแตกแคบ ๆ มักจะลึกเข้าไปในผนังในมุมฉากกับพื้นผิว เหตุผล: การลดลงของท่อระบายความร้อน, การเสียรูปมากเกินไปในระหว่างการรีดหรือยืดผม, การมีอยู่ของความเค้นตกค้างในโลหะที่ไม่ได้ถูกขจัดออกโดยการอบชุบด้วยความร้อน มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการผลิตท่อ การแต่งงานครั้งสุดท้าย
- เชลยภายใน. สาเหตุของการกักขังภายในคือการเปิดช่องในแกนของชิ้นงานก่อนกำหนดก่อนเจาะ ลักษณะที่ปรากฏของเชลยภายในได้รับอิทธิพลอย่างมากจากความเป็นพลาสติกและความเหนียวของโลหะที่เจาะ เพื่อป้องกันการกักขังในท่อที่มีการเปลี่ยนรูปเย็น เหล็กแท่งในท่อจะถูกคว้านบนเครื่องคว้านท่อ
- รอยบุบ ข้อบกพร่องของพื้นผิว ซึ่งเป็นการกดทับเฉพาะที่โดยไม่ทำลายความต่อเนื่องของโลหะ รอยบุบเป็นรอยเครื่องมือ
- รอยเกลียว ข้อบกพร่องของพื้นผิวในรูปแบบของส่วนที่ยื่นออกมาอย่างแหลมคมซ้ำแล้วซ้ำเล่าและรอยกดรูปวงแหวนที่อยู่ตามแนวเกลียว สาเหตุ: การตั้งค่าเส้นของโรงสีเจาะหรือเครื่องเจาะไม่ถูกต้อง มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการผลิตและการตกแต่งท่อ
- 6. ประเภทและสาเหตุของข้อบกพร่องในการผลิตท่อเย็นเปลี่ยนรูป วิธีแก้ไขการแต่งงาน
ตอบ:
- บ้านนก. ข้อบกพร่องของพื้นผิวที่เอียง มักทำมุม 45° , เศษโลหะที่ระดับความลึกต่างๆ จนถึงทะลุทะลวง พบได้ทั่วไปในท่องานเย็นที่มีคาร์บอนสูงและอัลลอยด์ สาเหตุ: การเสียรูปมากเกินไปทำให้เกิดความเครียดมากเกินไป ความเหนียวไม่เพียงพอของโลหะเนื่องจากการอบชุบด้วยความร้อนระดับกลางที่มีคุณภาพต่ำ มาตรการป้องกัน: การสอบเทียบเครื่องมือทำงานที่ถูกต้อง การปฏิบัติตามเทคโนโลยีการผลิตท่อ พวกเขาไม่สามารถซ่อมแซมได้ พวกเขาคือการแต่งงานครั้งสุดท้าย
- มาตราส่วน. เกิดขึ้นระหว่างการอบชุบด้วยความร้อนของท่อ ทำให้คุณภาพของพื้นผิวท่อลดลงและรบกวนการตรวจสอบ เมื่อทำการยืดท่อที่ผ่านการอบชุบด้วยความร้อน ส่วนหนึ่งของเครื่องชั่งจะถูกลบออกโดยกลไก และบางส่วนยังคงอยู่ เปลี่ยนเป็นเศษเหล็ก ข้อควรระวัง: การอบชุบด้วยความร้อนในเตาอบที่มีบรรยากาศป้องกัน การดองหรือการตัดเฉือนท่อ
- อาหารว่าง. มักพบในกรณีที่ท่อเปลี่ยนรูปเย็นไม่ลาก สาเหตุ: สูญเสียความเสถียรของหน้าตัดของท่อในระหว่างการรีด การเสียรูปมากเกินไป โลหะล้นของวงแหวนดึงเนื่องจากการสอบเทียบที่ไม่ถูกต้อง
- ความเสี่ยงและอันธพาล ความเสี่ยง - ร่องบนพื้นผิวด้านนอกหรือด้านในของท่อโดยไม่เปลี่ยนความต่อเนื่องของโลหะ อาการชัก - แตกต่างจากความเสี่ยงในส่วนนั้นของโลหะท่อที่ถูกดึงออกทางกลไกและรวบรวมตามแนวแกนของท่อให้เป็นเศษ ซึ่งสามารถหลุดออกมาได้ เหตุผล: การเตรียมเครื่องมือวาดไม่ดี, การเข้าของสิ่งแปลกปลอมระหว่างเครื่องมือกับท่อ, ลักษณะทางกลต่ำของท่อโลหะ มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการผลิตท่อ
- วงแหวนด้านในและช่องว่าง (ท่อกระวนกระวายใจ) เหตุผล: การเคลือบคุณภาพต่ำก่อนการวาด ความเหนียวของโลหะต่ำ ความเร็วในการวาดสูง มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการผลิตท่อ
- โรวัน. ความผิดปกติเล็กน้อยของรูปทรงต่างๆ ซึ่งอยู่เหนือพื้นผิวทั้งหมดของท่อหรือบางส่วน เหตุผล: การเตรียมพื้นผิวคุณภาพต่ำสำหรับการรีดและการดึง, การสึกหรอที่เพิ่มขึ้นของเครื่องมือรีด, การหล่อลื่นคุณภาพต่ำ, อ่างดองสกปรก, การประมวลผลที่ไม่ดีในขั้นตอนการผลิตขั้นกลาง มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการผลิตท่อ
- ถู ข้อบกพร่องของพื้นผิวในรูปแบบของการกดจุดหรือรูปร่างที่อยู่ในแต่ละส่วนหรือทั่วทั้งพื้นผิวของท่อ ซึ่งแสดงถึงความเสียหายเฉพาะที่หรือโดยทั่วไปต่อพื้นผิวโลหะในระหว่างการแกะสลัก ไม่ติดซ่อม.
- ละลาย. ลักษณะเฉพาะของพื้นผิวที่มีข้อบกพร่องของวิธีการสัมผัสของการขัดด้วยไฟฟ้าเคมีเท่านั้น สาเหตุของการเจาะบนพื้นผิวด้านนอก: ความหนาแน่นกระแสสูงและการสัมผัสที่ไม่ดีของแปรงที่ถือกระแสกับพื้นผิวท่อ การหลอมรวมที่พื้นผิวด้านในเป็นผลมาจากฉนวนที่ไม่ดีของแกนแคโทด การสึกหรอของฉนวนบนแคโทด ระยะห่างระหว่างอิเล็กโทรดขนาดเล็ก และความโค้งขนาดใหญ่ของแกนแคโทด มาตรการป้องกัน: การปฏิบัติตามเทคโนโลยีการขัดท่อด้วยไฟฟ้าเคมี ไม่ติดซ่อม.
- 7. ประเภทและสาเหตุของข้อบกพร่องในการผลิตท่อเชื่อม มาตรการป้องกันการสมรส
ตอบ:
- ออฟเซ็ตขอบเทประหว่างการเชื่อม เป็นข้อบกพร่องประเภทที่พบบ่อยที่สุดในการผลิตท่อเชื่อมไฟฟ้า สาเหตุของข้อบกพร่องนี้คือ: การเยื้องศูนย์ของแกนของม้วนของโรงสีขึ้นรูปใน ระนาบแนวตั้ง; การตั้งค่าม้วนไม่ถูกต้อง ตำแหน่งไม่สมมาตรของเทปที่สัมพันธ์กับแกนของการขึ้นรูปและการเชื่อม ความผิดปกติของชุดเชื่อม
- ขาดการหลอมรวม การแต่งงานประเภทนี้เมื่อรอยต่อของท่อเชื่อมมีความเปราะบางอย่างยิ่งหรือยังคงเปิดอยู่อย่างสมบูรณ์นั่นคือ ขอบของเทปไม่บรรจบกันหรือเชื่อม สาเหตุของการขาดการเจาะสามารถ: เทปแคบ; ความไม่สอดคล้องกันของความเร็วในการเชื่อมกับโหมดการทำความร้อน (ความเร็วสูงกระแสต่ำ); การกำจัดขอบของเทป การลดม้วนเชื่อมไม่เพียงพอ ความล้มเหลวของชุดเฟอร์ไรต์
- เบิร์นส์ ข้อบกพร่องภายใต้ชื่อนี้ตั้งอยู่บนพื้นผิวของท่อใกล้กับแนวเชื่อม ทั้งที่ด้านหนึ่งของรอยเชื่อมและทั้งสองด้าน สาเหตุของการลอบวางเพลิงคือ: พลังงานสูงของส่วนโค้ง ส่งผลให้ขอบเทปร้อนเกินไป ความเสียหายต่อฉนวนของตัวเหนี่ยวนำ การเตรียมเทปคุณภาพต่ำ
- เสี้ยนด้านนอกและด้านใน เสี้ยนเป็นโลหะที่บีบออกจากตะเข็บเมื่อขอบของเทปถูกบีบ ลักษณะที่ปรากฏเป็นสิ่งที่หลีกเลี่ยงไม่ได้ทางเทคโนโลยี เงื่อนไขทางเทคนิคทำให้ไม่มีครีบอย่างสมบูรณ์ การปรากฏตัวของมันพูดถึงการติดตั้งที่ไม่เหมาะสมของเครื่องตัดเครื่องมือลบคม, ความทื่อของมัน
- 8. ข้อบกพร่องประเภทใดที่ไม่สามารถซ่อมแซมได้และเพราะเหตุใด
คำตอบ: กรงขัง รอยร้าวของต้นกำเนิดท่อ รอยแตก รอยแยก พระอาทิตย์ตก บ้านนก การถู การเจาะไม่สามารถซ่อมแซมได้และเป็นการแต่งงานครั้งสุดท้าย
วิสาหกิจโลหการของรัสเซีย
7.1. โรงงานโลหการ
- 1. JSC "โรงงานโลหะวิทยาไซบีเรียตะวันตก" - Novokuznetsk: วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กอัลลอยด์, วงกลมเกรดสแตนเลส
- 2. JSC "Zlatoust Metallurgical Plant" - Zlatoust: วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กอัลลอยด์, วงกลมเกรดสแตนเลส
- 3. JSC "Izhstal" - Izhevsk: วงกลมเกรดสแตนเลส
- 4. OJSC "โรงงานโลหะวิทยา Kuznetsk" - Novokuznetsk: วงกลมเกรดเหล็กกล้าคาร์บอน
- 5. JSC "Magnitogorsk Iron and Steel Works" - Magnitogorsk: แถบ, วงกลมของเกรดเหล็กกล้าคาร์บอน
- 6. JSC "โรงงานโลหะ" สีแดงตุลาคม "- โวลโกกราด: วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กอัลลอยด์, วงกลมของเกรดเหล็กลูกปืน, วงกลมเกรดสแตนเลส
- 7. JSC "โรงงานโลหะ" Elektrostal "- Elektrostal: แถบ, วงกลมเกรดสแตนเลส
- 8. JSC "โรงงานโลหะ Nizhny Tagil" - Nizhny Tagil: วงกลมเกรดเหล็กกล้าคาร์บอน
- 9. JSC "โรงงานโลหะวิทยา Novolipetsk" - Lipetsk: แถบ
10. JSC "โรงงานโลหะวิทยา Orsko-Khalilovsky" - Novotroitsk: แถบ, วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กกล้าผสมต่ำ
11. JSC "Oskol Electro-Metallurgical Plant" - Stary Oskol: วงกลมเกรดเหล็กกล้าคาร์บอน
12. JSC "Severstal" (โรงงานโลหะวิทยา Cherepovets) - Cherepovets: แถบ, วงกลมเกรดเหล็กกล้าคาร์บอน
13. JSC "Serov Metallurgical Plant" - Serov: วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กอัลลอยด์, วงกลมของเกรดเหล็กลูกปืน
14. JSC "โรงงานโลหะวิทยา Chelyabinsk" - Chelyabinsk: แถบสแตนเลส, วงกลมของเกรดเหล็กกล้าคาร์บอน, วงกลมของเกรดเหล็กอัลลอยด์, วงกลมของเกรดเหล็กลูกปืน, วงกลมเกรดสแตนเลส
7.2. พืชท่อและคำอธิบายสั้น ๆ
OJSC "โรงงาน Pervouralsk Novotrubny" (PNTZ)
ตั้งอยู่ในเมือง Pervouralsk ภูมิภาค Sverdlovsk
การแบ่งประเภทที่ผลิต:
— ท่อน้ำและก๊าซตาม GOST 3262-75 ที่มีขนาดเส้นผ่าศูนย์กลาง 10 ถึง 100 มม.
— ท่อไร้รอยต่อตาม GOST 8731-80 ที่มีขนาดเส้นผ่าศูนย์กลาง 42 ถึง 219 มม.
— ท่อเย็นไม่มีรอยต่อตามมาตรฐาน GOST 8734 และ TU 14-3-474 ที่มีขนาดเส้นผ่าศูนย์กลางตั้งแต่ 6 ถึง 76 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 10704 ที่มีขนาดเส้นผ่าศูนย์กลาง 12 ถึง 114 มม.
PNTZ ยังผลิตท่อสำหรับการสั่งซื้อพิเศษ (ผนังบาง, เส้นเลือดฝอย, สแตนเลส)
โรงงานท่อ Volzhsky OJSC (VTZ)
ตั้งอยู่ในเมือง Volzhsky ภูมิภาค Volgograd
การแบ่งประเภทที่ผลิต:
— ท่อเกลียวขนาดใหญ่ตั้งแต่ 325 ถึง 2520 มม.
ผลิตภัณฑ์คุณภาพดีที่ผลิตโดย VTZ กำหนดตลาดการขายที่มั่นคง และสำหรับท่อที่มีเส้นผ่านศูนย์กลาง 1420 ถึง 2520 VTZ ถือเป็นการผูกขาดในรัสเซีย
OJSC "โรงงานท่อโวลโกกราด" VEST-MD "(VEST-MD)
ตั้งอยู่ในโวลโกกราด
การแบ่งประเภทที่ผลิต:
—ท่อน้ำและก๊าซตาม GOST 3262-77 ที่มีขนาดเส้นผ่าศูนย์กลาง 8 ถึง 50 มม.
—ท่อเชื่อมไฟฟ้าตาม GOST 10705-80 ที่มีขนาดเส้นผ่าศูนย์กลาง 57 ถึง 76 มม.
ในแบบคู่ขนาน VEST-MD มีส่วนร่วมในการผลิตท่อเส้นเลือดฝอยและผนังบางที่มีเส้นผ่านศูนย์กลางขนาดเล็ก
OJSC "โรงงานโลหะวิทยา Vyksa" (VMZ)
ตั้งอยู่ในเมือง Vyksa ภูมิภาค Nizhny Novgorod Vyksa Steel Works เชี่ยวชาญในการผลิตท่อเชื่อมไฟฟ้า
— 3262 มีเส้นผ่านศูนย์กลางตั้งแต่ 15 ถึง 80 มม.
— 10705 มีเส้นผ่านศูนย์กลางตั้งแต่ 57 ถึง 108 มม.
— 10706 มีเส้นผ่านศูนย์กลางตั้งแต่ 530 ถึง 1020 มม.
— 20295 มีเส้นผ่านศูนย์กลางตั้งแต่ 114 ถึง 1020 มม.
ตาม GOST 20295-85 และ TU 14-3-1399 ได้รับการอบชุบด้วยความร้อนและตรงตามข้อกำหนดด้านคุณภาพสูงสุด
Izhorskiye Zavody OJSC
ตั้งอยู่ใน Kolpino ภูมิภาคเลนินกราด
การแบ่งประเภทที่ผลิต:
— ท่อไร้รอยต่อตาม GOST 8731-75 ที่มีขนาดเส้นผ่าศูนย์กลาง 89 ถึง 146 มม.
นอกจากนี้ Izhorskiye Zavody OJSC ยังดำเนินการตามคำสั่งพิเศษสำหรับการผลิตท่อผนังหนาที่ไร้รอยต่อ
OJSC "โรงงานท่อ Seversky" (STZ)
ตั้งอยู่ในภูมิภาค Sverdlovsk ที่สถานี Polevskoy
การแบ่งประเภทที่ผลิต:
— ท่อน้ำและก๊าซตาม GOST 3262-75 ที่มีขนาดเส้นผ่าศูนย์กลาง 15 ถึง 100 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 10705-80 ที่มีขนาดเส้นผ่าศูนย์กลาง 57 ถึง 108 มม.
— ท่อไร้รอยต่อตาม GOST 8731-74 ที่มีขนาดเส้นผ่าศูนย์กลาง 219 ถึง 325 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 20295-85 ที่มีขนาดเส้นผ่าศูนย์กลาง 114 ถึง 219 มม.
ท่อคุณภาพสูงจากกลุ่ม “บี” เหล็กสงบ
JSC "โรงงานโลหะวิทยาตากันรอก" (TagMet)
ตั้งอยู่ในตากันรอก
— 3262 มีเส้นผ่านศูนย์กลางตั้งแต่ 15 ถึง 100 มม.
— 10705 มีเส้นผ่านศูนย์กลางตั้งแต่ 76 ถึง 114 มม.
ท่อไร้รอยต่อขนาดเส้นผ่านศูนย์กลาง 108-245 มม.
JSC Trubostal
ตั้งอยู่ในเซนต์ปีเตอร์สเบิร์กและมุ่งเน้นไปที่ภูมิภาคตะวันตกเฉียงเหนือ
— ท่อน้ำและก๊าซตาม GOST 3262-75 ที่มีขนาดเส้นผ่าศูนย์กลาง 8 ถึง 100 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 10704-80 ที่มีขนาดเส้นผ่าศูนย์กลาง 57 ถึง 114 มม.
OJSC "โรงงานรีดท่อ Chelyabinsk" (ChTPZ)
ตั้งอยู่ในเมืองเชเลียบินสค์
การแบ่งประเภทที่ผลิต:
— ท่อไร้รอยต่อตาม GOST 8731-78 ที่มีขนาดเส้นผ่าศูนย์กลางตั้งแต่ 102 ถึง 426 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 10706, 20295 และ TU 14-3-1698-90 ที่มีเส้นผ่านศูนย์กลางตั้งแต่ 530 ถึง 1220 มม.
— ท่อเชื่อมไฟฟ้าตาม GOST 10705 ที่มีขนาดเส้นผ่าศูนย์กลางตั้งแต่ 10 ถึง 51 มม.
— ท่อน้ำและก๊าซตาม GOST 3262 ที่มีขนาดเส้นผ่าศูนย์กลางตั้งแต่ 15 ถึง 80 มม.
นอกจากเส้นผ่านศูนย์กลางหลักแล้ว ChTPZ ยังมีส่วนร่วมในการผลิตท่อน้ำและก๊าซชุบสังกะสี
Agrisovgaz LLC (อากริซอฟกาซ)
อยู่ใน แคว้นคาลูกา, Maloyaroslavets
OJSC "โรงงานท่อ Almetyevsk" (ATZ)
ตั้งอยู่ในเมือง Almetyevsk
JSC "โรงงานท่อ Borsky" (BTZ)
ตั้งอยู่ในเขต Nizhny Novgorod, Bor.
โรงงานท่อ Volgorechensky OJSC (VRTZ)
อยู่ใน ภูมิภาคคอสโตรมา, โวลโกเรเชนสค์.
OJSC "งานเหล็กและเหล็กกล้าของ Magnitogorsk" (MMK)
ตั้งอยู่ในเมือง Magnitogorsk
JSC "โรงงานท่อมอสโก" FILIT "(FILIT)
ตั้งอยู่ในมอสโก
JSC Novosibirsk Metallurgical Plant ตั้งชื่อตาม คุซมินา "(NMZ)
ตั้งอยู่ในโนโวซีบีสค์
PKAOOT "โปรไฟล์-Akras" (โปรไฟล์-Akras)
ตั้งอยู่ในภูมิภาคโวลโกกราด Volzhsky
JSC "เซเวอร์สตัล" (เซเวอร์สตัล)
ตั้งอยู่ในเมืองเชเรโปเวตส์
OJSC "โรงงานท่อ Sinarsky" (โรงงานท่อ Sinarsky)
ตั้งอยู่ในภูมิภาค Sverdlovsk, Kamenetsk-Uralsky
OJSC "โรงงานท่ออูราล" (Uraltrubprom)
ตั้งอยู่ในภูมิภาค Sverdlovsk, Pervouralsk
OJSC "โรงงานท่อ Engels" (ETZ) ตั้งอยู่ในภูมิภาค Saratov, Engels
8. อัตราพื้นฐานของการโหลดท่อรีด
8.1. บรรทัดฐานหลักสำหรับการบรรทุกท่อที่กลิ้งเข้าเกวียนทางรถไฟ
ท่อน้ำและแก๊ส ตาม GOST 3262-78
เส้นผ่านศูนย์กลางตั้งแต่ 15 ถึง 32 มม. มีผนังไม่เกิน 3.5 มม.
ท่อน้ำและแก๊ส ตาม GOST 3262-78
เส้นผ่านศูนย์กลางตั้งแต่ 32 ถึง 50 มม. มีผนังไม่เกิน 4 มม.
อัตราการบรรทุกตั้งแต่ 45 ถึง 55 ตันต่อรถกอนโดลา 1 คัน
ท่อน้ำและแก๊ส ตาม GOST 3262-78
เส้นผ่านศูนย์กลางตั้งแต่ 50 ถึง 100 มม. มีผนังไม่เกิน 5 มม.
อัตราการบรรทุกตั้งแต่ 40 ถึง 45 ตันต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704, 10705-80
เส้นผ่านศูนย์กลางตั้งแต่ 57 ถึง 108 มม. มีผนังไม่เกิน 5 มม.
อัตราการบรรทุกอยู่ระหว่าง 40 ถึง 50 ตันต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704, 10705-80
เส้นผ่านศูนย์กลางตั้งแต่ 108 ถึง 133 มม. มีผนังไม่เกิน 6 มม.
อัตราการบรรทุกตั้งแต่ 35 ถึง 45 ตัน ต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 10705-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 133 ถึง 168 มม. มีผนังไม่เกิน 7 มม.
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 168 ถึง 219 มม. มีผนังไม่เกิน 8 มม.
อัตราการบรรทุกอยู่ระหว่าง 30 ถึง 40 ตันต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 219 ถึง 325 มม. มีผนังไม่เกิน 8 มม.
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 325 ถึง 530 มม. มีผนังไม่เกิน 9 มม.
อัตราการบรรทุกตั้งแต่ 25 ถึง 35 ตันต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 530 ถึง 820 มม. มีผนังไม่เกิน 10-12 มม.
อัตราการบรรทุกอยู่ระหว่าง 20 ถึง 35 ตันต่อรถกอนโดลา 1 คัน
ท่อเชื่อมไฟฟ้า ตาม GOST 10704-80, 20295-80
เส้นผ่านศูนย์กลางตั้งแต่ 820 มม. มีผนังตั้งแต่ 10 มม. ขึ้นไป
อัตราการบรรทุกตั้งแต่ 15 ถึง 25 ตันต่อรถกอนโดลา 1 คัน
ท่อเกลียว
อัตราการโหลดจะใกล้เคียงกับท่อเชื่อมไฟฟ้า
ท่อไร้รอยต่อตาม GOST 8731, 8732, 8734-80
เส้นผ่านศูนย์กลางตั้งแต่ 8 ถึง 40 มม. มีผนังไม่เกิน 3.5 มม.
อัตราการบรรทุกตั้งแต่ 55 ถึง 65 ตันต่อรถกอนโดลา 1 คัน
อัตราการโหลดที่เหลือจะคล้ายกับท่อเชื่อมไฟฟ้า
อัตราการบรรทุกทั้งหมดสำหรับเกวียนรถไฟขึ้นอยู่กับบรรจุภัณฑ์หลอด (หีบห่อ, สินค้าเทกอง, กล่อง ฯลฯ) แนวทางแก้ไขปัญหาบรรจุภัณฑ์ต้องมีการคำนวณที่ชัดเจนเพื่อลดต้นทุนการขนส่งทางราง
8.2. บรรทัดฐานหลักสำหรับการขนถ่ายท่อเข้าสู่การขนส่งทางถนน
อัตราการโหลดสำหรับรถยนต์ MAZ, KAMAZ, URAL, KRAZ ที่มีความยาวลำตัว (ลำตัว) ไม่เกิน 9 เมตร มีตั้งแต่ 10 ถึง 15 ตัน ขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อและความยาวของเสา (ตัวถัง)
อัตราการโหลดสำหรับรถยนต์ MAZ, KAMAZ, URAL, KRAZ ที่มีความยาวหน้าตัก (ลำตัว) ไม่เกิน 12 เมตรอยู่ในช่วง 20 ถึง 25 ตัน ขึ้นอยู่กับขนาดเส้นผ่าศูนย์กลางท่อและความยาวของเสาหน้าตัก (ตัวถัง)
ต้องให้ความสนใจเป็นพิเศษกับความยาวของท่อ: ไม่อนุญาตให้ขนส่งท่อซึ่งมีความยาวเกินความยาวของ scow (ร่างกาย) มากกว่า 1 เมตร
สำหรับการขนส่งระหว่างเมือง ไม่อนุญาตให้บรรทุกรถยนต์ทุกยี่ห้อเกิน 20 ตันต่อคัน มิฉะนั้น จะมีค่าปรับจำนวนมากสำหรับการบรรทุกเกินพิกัดต่อเพลา ค่าปรับจะถูกเรียกเก็บที่จุดควบคุมน้ำหนักที่จัดตั้งขึ้นบนทางหลวงโดย Russian Transport Inspectorate
เหล็กเส้นประเภทนอกเกจเป็นมัดของเหล็กแผ่นรีดร้อนที่มีความยาวไม่เท่ากัน รูปร่างของแท่งเหล็กที่มีซี่โครงตามขวางพิเศษ เช่นเดียวกับการเสริมแรงชนิดที่วัดได้ มันถูกนำไปใช้ในด้านต่างๆ ของการก่อสร้าง
1
เหล็กเส้นนอกเกจทำโดยการรีดร้อนจากเหล็กกล้าอัลลอยต่ำและเหล็กกล้าคาร์บอนเกรดต่างๆ การผลิตถูกควบคุมโดย GOST 52544 และข้อกำหนดทางเทคนิค ตามลักษณะเฉพาะ ข้อต่อนอกเกจไม่แตกต่างจากแท่งวัด ความแตกต่างเพียงอย่างเดียวคือความยาวของผลิตภัณฑ์ อุปกรณ์วัดมีความยาวมาตรฐาน 11.7 เมตร ในขณะที่ผลิตภัณฑ์โลหะนอกเกจสามารถมีความยาว 1.5 ถึง 12 เมตร ขึ้นอยู่กับการใช้งาน
อุปกรณ์ที่ไม่ได้วัด
โรงงานบางแห่งมีความสามารถในการผลิตเหล็กเส้นที่มีความยาวเกิน 12 เมตร การผลิตอุปกรณ์ประเภทนี้ดำเนินการตามคลาสต่างๆ (At600, At800, At1200) นอกจากนี้ การเสริมแรงนอกเกจอาจแตกต่างกันไปตามประเภทของโปรไฟล์ วันนี้โรงงานเสนอประเภทต่อไปนี้:
- โปรไฟล์เรียบ (การทำเครื่องหมาย AI);
- โปรไฟล์เป็นระยะ (ทำเครื่องหมาย AII หรือ AVI)
เส้นผ่านศูนย์กลางของการเสริมแรงของความยาวที่ไม่ได้วัดอาจแตกต่างกันระหว่าง 8-32 มม. น้ำหนักของหนึ่งเมตรวิ่งของคลาส 12 А500Сคือ 0.88 กิโลกรัม เครื่องหมายเพิ่มเติมตาม GOST อาจมีข้อมูลเกี่ยวกับเกรดเหล็ก ความต้านทานการกัดกร่อน และคุณสมบัติอื่นๆ แบบรีดและไม่วัดคุณภาพสูงควรมีโครงสร้างและโปรไฟล์ที่ชัดเจนโดยไม่มีร่องรอยการเสียรูป (รอยแตก รอยแตก เศษ) ราคาของการเสริมแรงนอกเกจต่ำกว่าความยาวมาตรฐานอย่างมากซึ่งทำให้เป็นที่ต้องการในด้านการก่อสร้างต่างๆ
2
เพราะ มุมมองที่คล้ายกันการเสริมแรงเป็นของชั้นของโลหะรีดคุณภาพสูง การใช้งานหลักคือการสร้างโครงสร้างคอนกรีตเสริมเหล็กที่เชื่อถือได้ ต่างจากการเสริมแรงที่วัดได้ การไม่วัดไม่สามารถให้ความน่าเชื่อถือสูงสุดเมื่อยึดติดกับคอนกรีต ดังนั้น ผู้เชี่ยวชาญแนะนำให้ใช้แท่งที่ไม่ใช่มิติเป็นหลักเป็นวัสดุหลักในการสร้างส่วนรองรับ

การเสริมแรงนอกเกจ
ประเภทนี้มักใช้ในการก่อสร้างแนวราบเมื่อสร้างฐานราก ประเภทเข็มขัดเพื่อเป็นองค์ประกอบเสริมในการก่อสร้างอาคารบ้านเรือนเมื่อวาง ตาข่ายเหล็กเช่นเดียวกับการเสริมความแข็งแรงของผนังและพื้นคอนกรีต ข้อดีหลักของผลิตภัณฑ์ขนาดยาว ได้แก่ :
- การปรากฏตัวของซี่โครงตามขวางของโปรไฟล์ สิ่งนี้ช่วยให้คุณสร้างการยึดเกาะที่เชื่อถือได้มากขึ้นกับเมทริกซ์คอนกรีต นอกจากนี้ โปรไฟล์ประเภทนี้ยังเพิ่มคุณสมบัติของความต้านทานการสึกหรอ
- การผลิตทางเทคโนโลยี ผลิตภัณฑ์ประเภทยาวนี้ทำมาจากเหล็กกล้าคาร์บอนเกรดต่างๆ โดยใช้เทคโนโลยีการชุบแข็งแบบพิเศษซึ่งช่วยเพิ่มความแข็งแรงให้กับโลหะได้อย่างมาก
- ราคาถูก. เนื่องจากผลิตภัณฑ์รีดนอกเกจ 12 ส่วนใหญ่มักทำจากเหล็กประเภทที่เรียบง่ายกว่า จึง ต้นทุนสุดท้ายต่ำกว่าอุปกรณ์วัดมาก
- เชื่อมได้ดีและทนต่อการกัดกร่อนสูง นอกจากนี้โลหะดังกล่าวยังมีความหนืดพิเศษซึ่งทำให้สามารถใช้ในการสร้างฐานรากได้
3
ผู้เชี่ยวชาญหลายคนเห็นพ้องต้องกันว่าไม่แนะนำให้ใช้แท่งเหล็กที่มีความยาวไม่เท่ากัน 12 เป็นวัสดุหลักในการสร้างฐานรากและโครงสร้างคอนกรีตเสริมเหล็กอื่นๆ เนื่องจากคุณสมบัติพิเศษของโลหะและความเสี่ยงที่วัสดุจะล้น อย่างไรก็ตาม ด้วยการคำนวณที่ถูกต้องและมีความสามารถ คุณสามารถหลีกเลี่ยงการใช้จ่ายเกินและใช้วัสดุให้เกิดประโยชน์สูงสุด

การใช้การเสริมแรงในการก่อสร้าง
คุณสมบัติหลักของการเสริมแรงนอกเกจ 12 ระหว่างการก่อสร้างคือความสามารถในการลดการทับซ้อนกันเมื่อสร้างโครงเหล็ก ซึ่งไม่สามารถทำได้เมื่อทำงานกับแท่งที่มีความยาวมาตรฐาน
เมื่อพิจารณาถึงต้นทุนที่ต่ำกว่าของวัสดุดังกล่าว ควรใช้การเสริมแรงนอกเกจเมื่อสร้างโครงสร้างและส่วนรองรับขนาดเล็ก สำหรับอาคารและวัตถุขนาดใหญ่ ขอแนะนำให้ใช้การเสริมแรงแบบมิติ เนื่องจากสามารถรับน้ำหนักได้มากและยึดเกาะกับเมทริกซ์คอนกรีตได้ดีกว่า นอกจากนี้ผลิตภัณฑ์รีดมิติยังมีโครงสร้างที่ชัดเจนและมีรูปแบบที่แตกต่างกันซึ่งให้ข้อดีบางประการ
สิ่งสำคัญคือต้องเข้าใจว่าการเสริมแรงความยาวนอกเกจเป็นวัสดุที่นิยมมากสำหรับการก่อสร้างเมื่อซื้อผลิตภัณฑ์ขนาดยาว 12 คุณต้องมั่นใจในคุณภาพของโลหะและปฏิบัติตามมาตรฐาน GOST 52544 และต่างๆ ข้อกำหนดทางเทคนิค... อุปกรณ์ติดตั้งมาในชุดรวม ซึ่งต้องบรรจุอย่างเหมาะสม และบรรจุภัณฑ์ต้องทำเครื่องหมายด้วยคุณสมบัติทั้งหมดอย่างแม่นยำ รวมถึงตัวบ่งชี้ความสามารถในการเชื่อม (C) และการป้องกันการกัดกร่อน (K)
แจ็คสัน 14-02-2007 01:56
คุณช่วยแนะนำบางสิ่งที่ประหยัดและได้ผลจริง ๆ ได้ไหม?
เยโวเกร 14-02-2007 12:19
อ้างจาก: โพสต์ดั้งเดิมโดย Jackson:
ฉันเอาท่อเบลารุสที่มีกำลังขยายแบบปรับได้ 20x50 สำหรับงานในสนามยิงปืนผู้ขายรับประกันว่าที่ 200 ม. ฉันจะเห็นรูที่เป้าหมายจาก 7.62 โดยไม่มีปัญหาใด ๆ มันกลับกลายเป็นประมาณ 60 ม. แล้วด้วยความยากลำบาก (แม้ว่าอากาศจะมีเมฆมากก็ตาม)
คุณช่วยแนะนำบางสิ่งที่ประหยัดและได้ผลจริง ๆ ได้ไหม?
เลือกเพิ่มขึ้นสำหรับตัวคุณเอง - และอยู่ ...
shtif1 14-02-2007 14:54
IMHO ZRT457M ในพื้นที่ 3tyr (100USD) มีประสิทธิภาพค่อนข้างสูงถึง 200m. ที่ 300m บนพื้นหลังสีอ่อน คุณสามารถดูได้จาก 7.62
แจ็คสัน 14-02-2007 21:17
ขอบคุณสำหรับความคิดเห็นค่ะ
stg400 15-02-2007 21:28
เรื่องท่อ คำถามยากมาก ต้องดูก่อน
ใด ๆ. และคำแนะนำคือ - อย่าซื้อท่องบประมาณด้วยตัวแปร
ในหลายหลาก พวกเขาไม่รู้จริงๆ ว่าจะทำอย่างไรกับค่าคงที่
หรือจะไม่ช่วย?
เยโวเกร 15-02-2007 21:37
มีความคิดว่าใครจะให้คะแนน "ระดับความลวง" ..
ตัด "ไดอะแฟรม" ออกจากกระดาษแข็ง
และติดลงบนเลนส์ เพื่อเพิ่ม "ความคมชัด"
รูรับแสงจะลดลงอย่างแน่นอน แต่อย่าทิ้งท่อ..หรือจะไม่ช่วย?
นี่เป็นทางออกหาก "ผู้ยุยง" หลักของการสูญเสียการอนุญาต
คือเลนส์ และนี่เป็นสิ่งที่ผิด 90% เลนส์พร้อมโฟกัส ~ 450 mm
ได้เรียนรู้การนับแล้ว แต่แล้วมันก็เริ่มต้น ...
กระดาษห่อเป็นแผ่นแก้วหนาในทางเดินของลำแสงที่ขยายออก
โครมาติกสีดำ แต่นั่นไม่ใช่ทั้งหมด สิ่งสำคัญที่สุดคือมาตรฐาน
ช่องมองภาพซึ่งยังไม่ได้คำนวณแบบ "ไม่จำเป็น" ใหม่
ทศวรรษ. นอกจากนี้ จุดโฟกัสควรอยู่ที่ 10 มม. และที่
แบบแผนมาตรฐาน ความละเอียดนี้ "ลดลง" ตามลำดับความสำคัญ เกี่ยวกับ
ฉันจะไม่พูดถึงตัวแปรหลายหลากของ "ผลงานชิ้นเอก" ดังกล่าว
เซเรกา อลาสก้า 16-02-2007 08:20
อ้าง: โพสต์ดั้งเดิมโดย yevogre:
เรื่องท่อ คำถามยากมาก ต้องดูก่อน
ใด ๆ. และคำแนะนำคือ - อย่าซื้อท่องบประมาณด้วยตัวแปร
ในหลายหลาก พวกเขาไม่รู้จริงๆ ว่าจะทำอย่างไรกับค่าคงที่
เลือกการเพิ่มขึ้นสำหรับตัวคุณเอง - และอยู่ต่อ ...
ถูกยังไง ...
จากประสบการณ์ที่ดี ฉันซื้อค่าคงที่ 20x50 บนอีเบย์จากผู้ผลิตวิทยาศาสตร์ NCSTAR ที่ไม่ค่อยมีใครรู้จัก สไตล์ทหารแบบนี้ ทั้งหมดเป็นยางสีเขียว โดยธรรมชาติ รูม่านตาคือ 2.5 มม. คุณจะไม่สปอยล์ แต่ตัวเล็ก น้ำหนักเบาพร้อมขาตั้งเดสก์ท็อปของตัวเองและคุณสามารถเห็นรูได้ตามธรรมชาติ เชื่อหรือไม่ ที่ 100 ม. ไม่มีคำถามใด ๆ ถาม แต่หากต้องการดูที่ 200 ม. คุณยังคงต้องการแสงมากขึ้นจะทำงานได้จนถึงพลบค่ำเท่านั้น ป้ายราคาบนอีเบย์คือ $ 25 พร้อมจัดส่ง ฉันจะไม่พูดว่าปัญหาได้รับการแก้ไขตลอดไป แต่อย่างน้อยก็ใช้งานได้จากโต๊ะเหล็กคอนกรีตที่สนามยิงปืน ในเวลาเดียวกัน ไม่รวมการใช้งานในสนาม (เช่น จากฝากระโปรงหน้า - สนามที่ดี) ทุกอย่างสั่นสะเทือนจนสูญเสียความคมชัดโดยสิ้นเชิง
คงที่ในงบประมาณเท่านั้น (หาไม่ได้ง่ายนัก)!
ดร. วัตสัน 16-02-2007 09:41
Burris มีทรัมเป็ต 20x ที่ดี
stg400 16-02-2007 19:42
อ้างจาก: โพสต์โดย Serega, อลาสก้า:
ผู้ผลิต NCSTAR ไม่ค่อยรู้จักวิทยาศาสตร์
stg400 19-02-2007 07:58
"รูรับแสง" บนเลนส์ไม่ได้ช่วย ..
ทิ้งท่อ chtoli ...
คอนสตา 19-02-2007 23:46
นำเสนอให้เด็กๆ อย่างน้อยก็จะมีความสุขในส่วนที่เหลือ
เซเรกา อลาสก้า 20-02-2007 02:10
อ้างจาก: โพสต์โดย Serega, AK:
ผู้ผลิต NCSTAR ไม่ค่อยรู้จักวิทยาศาสตร์
อ้าง: โพสต์ดั้งเดิมโดย stg400:
ผู้ผลิตเลนส์สำหรับคำสั่งของรัฐสำหรับที่จับถือปืนไรเฟิล M16 ที่รู้จักกันน้อย ...
แม้ว่าตอนนี้ใช่ไม่มีคำสั่งของรัฐอีกต่อไป ..
หรืออาจจะไม่? สรุปมีคำสั่งจากรัฐบาลหรือไม่?
สิ่งนี้คือผู้ผลิตรู้สึกภาคภูมิใจในสิ่งเหล่านี้และแขวนข้อมูลเกี่ยวกับรั้วจริงและเสมือนทั้งหมด นี่คือ AIMPOINT ตัวอย่างเช่น เว็บไซต์ของเขาเต็มไปด้วยลายพราง หน่วย SWAT ตำรวจ และองค์ประกอบอื่นๆ ที่มีกลิ่นเหม็น ที่มุมสีแดง - Aimpoint ยึดสัญญาใหม่จากสหรัฐอเมริกา ทหาร - http://www.aimpoint.com/o.o.i.s/90 ว่าพวกเขาขายกล้องตรวจ 500,000 กล้องให้กองทัพได้อย่างไร และทำสัญญาอีก 163,000 ชิ้น และไปซื้อสินค้าของพวกเขาจริงๆ ประการแรก มีน้อยมากในตลาดกว้าง การค้นหาบน eBay แสดงให้เห็นในแต่ละครั้ง (ฉันมีการค้นหาอัตโนมัติบน AIMPOINT บน eBay มันคุ้มค่า ดีถ้าอย่างน้อยมีบางอย่างแสดงทุกๆสองสัปดาห์ ตัวแทนจำหน่าย - แพงกว่าคู่แข่งมากรวมถึงสิ่งที่ค่อนข้างดี (เช่น Nikon RED DOT Monarch - $ 250) $ 350-450 สำหรับจุดสีแดง AIMPOINT เป็นบันทึกในระดับนี้รวมถึงการรับประกัน 10 ปี สถานะของผู้รับเหมาทหารที่มีชื่อเสียง
และ NcSTAR ไม่ได้ประกาศอะไรแบบนั้น เราเติบโตมา 10 ปีแล้ว ตั้งแต่ปี 1997 เช่น ไม่ใช่ประวัติศาสตร์โบราณที่จะกล่าวถึงคำสั่งของรัฐสำหรับสถานที่ท่องเที่ยวของคุณสำหรับ M16 ด้วยตัวพิมพ์ใหญ่หากมีอยู่จริง ใช่ พวกเขาทำแบบนั้นกับ M16 แต่เจ้าของ M16 ตัวจริงคนใดที่ซื้อสิ่งนี้ในราคา 50 ดอลลาร์ และทุกสิ่งมากมายจาก NcSTAR บน eBay "e" สำหรับเพนนี รวมถึงผลิตภัณฑ์สำหรับแบบจำลองทางอากาศ M-16, AR-15 เป็นต้น และตัวแทนจำหน่ายที่จริงจังอย่าเก็บไว้
ฉันเกรงว่าจะมีคนแจ้งคุณผิด และอย่างที่ฉันพูดถึง NcSTAR ในแง่บวกสำหรับค่าคงที่งบประมาณสูงสุด 20x50 ฉันไม่ต้องการที่จะระบุแอตทริบิวต์มากกว่าที่พวกเขาสมควรได้รับ คนอื่นจะร้อนขึ้นพระเจ้าห้าม ...
ขอบคุณสำหรับความสนใจ,
เซเรกา, AK
stg400 20-02-2007 02:31
แต่ก็ยังมีบริษัทสายการบิน PanAmerican ที่ไร้สาระ ...มีสำนักงาน Polaroid และ Korel ที่ไม่มีใครรู้จัก .. หุ้นของพวกเขาถูกถอนออกจากการซื้อขายในตลาดหลักทรัพย์แล้ว
และ NcStar .. ทำแก้วบางชนิดสำหรับพกพา .. ตอนนี้มันไม่ได้ให้บริการกับ M16 กับสิ่งเหล่านี้ .. ตัวรับสัญญาณแบบแบนทั้งหมดและ ACOG ของ บริษัท อื่น ..
หนึ่งในผลิตภัณฑ์ของอุตสาหกรรมรีดโลหะคือท่อที่หลากหลาย การก่อสร้างสมัยใหม่ในรัสเซียจะไม่สมบูรณ์หากปราศจากการใช้วัสดุที่เป็นเอกลักษณ์นี้ ผลิตภัณฑ์เหล็กมีลักษณะความแข็งแรงสูง ทนทาน และเชื่อถือได้
ที่สุด สายพันธุ์ที่สำคัญการใช้ท่อเหล็กเป็นการออกแบบระบบขนส่ง น้ำมัน น้ำ และก๊าซ นอกจากงานไปป์ไลน์จริงแล้ว ท่อโลหะยังใช้เพื่อแยกการสื่อสาร
ควรซื้อท่อโลหะโดยพิจารณาจากข้อมูลเกี่ยวกับอุณหภูมิและความชื้นที่จะใช้งานเท่านั้น
สำหรับรูปร่างตัดขวางนั้นที่พบมากที่สุดคือทรงกลม เมื่อดำเนินการตามคำสั่งซื้อของคุณ เราจะทำงานกับพารามิเตอร์เฉพาะและสามารถผลิตท่อรีดที่มีเส้นผ่านศูนย์กลางตามที่กำหนดได้ นอกจากนี้เรายังพร้อมที่จะจัดหาท่อสี่เหลี่ยม สี่เหลี่ยม และหน้าตัดอื่นๆ ทุกอย่างขึ้นอยู่กับความต้องการในการผลิตที่เฉพาะเจาะจง
ท่อเหล็กทำจากเหล็กเกรดต่างๆ: 10, 20, 35, 45, 09G2S, 10G2, 20X, 40X, 30XGSA, 20X2N4A เป็นต้น
ท่อเหล็กแบ่งตามประเภทเป็น:
- ท่อเหล็กเชื่อมด้วยไฟฟ้า - ท่อเหล็กไม่เคลือบสังกะสีและสังกะสีที่ใช้สำหรับการจ่ายน้ำ ท่อส่งก๊าซ ระบบทำความร้อน และชิ้นส่วนโครงสร้าง
- ท่อเหล็กไร้ตะเข็บ - ท่อเหล็กไม่มีรอยเชื่อมหรือรอยต่ออื่นๆ พวกเขาทำโดยการกลิ้ง, การปลอม, การกดหรือการวาดภาพ
ท่อเหล็กแบ่งตามประเภทเป็น:
- ท่อน้ำและก๊าซ (VGP): GOST 3262 และท่อน้ำและก๊าซสังกะสี - GOST 3262
- ท่อเชื่อมไฟฟ้า: GOST 10705, 10704 และท่อชุบสังกะสีแบบเชื่อมด้วยไฟฟ้า GOST 10705, 10704
- ท่อเส้นผ่านศูนย์กลางขนาดใหญ่: ท่อท้าย GOST 20295 และท่อไฟฟ้า / sv GOST 10706
- ท่อไม่มีรอยต่อ: GOST 8731, 8732 แบบร้อนและ GOST 8731, 8734 ที่เปลี่ยนรูปเย็น
ท่อเหล็กและท่อแก๊ส
ความยาวของท่อทำจาก 4 ถึง 12 ม.:
a) ความยาวที่วัดได้หรือวัดได้หลายแบบโดยมีค่าเผื่อสำหรับการตัดแต่ละครั้ง 5 มม. และส่วนเบี่ยงเบนตามยาวสำหรับความยาวทั้งหมดบวก 10 มม.
b) ความยาวที่ไม่ได้วัด
ตามข้อตกลงระหว่างผู้ผลิตและผู้บริโภคในชุดของท่อนอกเกจ อนุญาตให้ใช้ท่อสูงสุด 5% ที่มีความยาว 1.5 ถึง 4 ม.
ความยาวของท่อทำจาก 4 ถึง 12 m
ขนาด mm
|
เบื่อระบุ mm |
เส้นผ่านศูนย์กลางภายนอก mm |
ความหนาของผนังท่อ |
||||||
|
สามัญ |
เสริมแรง |
|||||||
|
ความยาวของท่อทำ: ความยาวนอกเกจ: มีเส้นผ่านศูนย์กลางสูงสุด 30 มม. - ไม่น้อยกว่า 2 เมตร ด้วยเส้นผ่านศูนย์กลางเซนต์. 30 ถึง 70 มม. - ไม่น้อยกว่า 3 เมตร ด้วยเส้นผ่านศูนย์กลางเซนต์. 70 ถึง 152 มม. - ไม่น้อยกว่า 4 เมตร ด้วยเส้นผ่านศูนย์กลางของเซนต์ 152 มม. - ไม่น้อยกว่า 5 ม. ความยาวที่วัดได้:
ท่อทำจากสามประเภท: 1 - ตะเข็บตามยาวที่มีเส้นผ่านศูนย์กลาง 159-426 มม. ทำโดยการเชื่อมความต้านทานด้วยกระแสความถี่สูง 2 - ตะเข็บเกลียวที่มีขนาดเส้นผ่าศูนย์กลาง 159-820 มม. ทำด้วยการเชื่อมอาร์คไฟฟ้า 3 - ตะเข็บตามยาวที่มีเส้นผ่านศูนย์กลาง 530-820 มม. ทำด้วยการเชื่อมอาร์คไฟฟ้า ท่อทำจากระดับความแข็งแรง: K 34, K 38, K 42, K 50, K 52, K 55, K 60 ขึ้นอยู่กับคุณสมบัติทางกล ท่อมีความยาวตั้งแต่ 10.6 ถึง 11.6 ม. ขนาด mm
| ||||||||