โปรไฟล์และขนาดเกลียว
(GOST 9484-81)มาตรฐานนี้ใช้กับเกลียวสี่เหลี่ยมคางหมูและกำหนดโปรไฟล์และขนาดขององค์ประกอบต่างๆ
โปรไฟล์หลัก

ตัวอย่างของสัญลักษณ์สำหรับเกลียวสตาร์ทครั้งเดียวทรงสี่เหลี่ยมคางหมูที่มีเส้นผ่านศูนย์กลางระบุ 20 มม. ระยะพิทช์ 4 มม. และค่าเผื่อเส้นผ่านศูนย์กลางเฉลี่ย 7e:
ทีจี 20 x 4 -7e
โปรไฟล์ที่ระบุ
เธรดภายนอกและภายใน

ชั่วโมง 3 - ความสูงของโปรไฟล์ ด้ายภายนอก; H 4 - ความสูงของโปรไฟล์เธรดภายใน วัน 3 - เส้นผ่าศูนย์กลางภายในด้ายภายนอก ง 4 - เส้นผ่านศูนย์กลางภายนอกด้ายภายใน R 1 - รัศมีการปัดเศษที่ด้านบนของเกลียวภายนอก R 2 - รัศมีของแรงบิดที่รูทของเกลียวภายนอกและภายใน a c คือช่องว่างที่ด้านบนของด้าย

เส้นผ่านศูนย์กลางและขั้นตอน
เธรดเริ่มต้นเดี่ยวสี่เหลี่ยมคางหมูตาม GOST 24737-81

เส้นผ่านศูนย์กลางและระยะพิทช์ที่ต้องการระบุไว้ใน GOST 24738-81 ค่าตัวเลขของความคลาดเคลื่อนของเส้นผ่านศูนย์กลางและระยะพิทช์ - ตาม GOST 9562-81
เส้นผ่านศูนย์กลางและขั้นตอน
เธรดเริ่มต้นหลายรูปสี่เหลี่ยมคางหมูตาม GOST 24739-81

หมายเหตุ:
1. ขั้นตอนที่ระบุไว้ในกล่องเป็นขั้นตอนที่แนะนำ
2. ไม่แนะนำให้ใช้ขั้นตอนที่ระบุในวงเล็บในการพัฒนาการออกแบบใหม่
3. เกลียวที่มีค่าเส้นขีด * มีมุมนำมากกว่า 10 o สำหรับเกลียวเหล่านี้ ต้องคำนึงถึงความเบี่ยงเบนของรูปทรงโปรไฟล์ในระหว่างการผลิต
4. ในกรณีที่สมเหตุสมผลในทางเทคนิคและทางเศรษฐกิจ อนุญาตให้ใช้ค่าอื่น ๆ ของเส้นผ่านศูนย์กลางเกลียวระบุตาม GOST 24738-81
5. เมื่อเลือกเส้นผ่านศูนย์กลางของเกลียว คุณควรเลือกแถวแรกมากกว่าแถวที่สอง
ตัวอย่างของสัญลักษณ์สำหรับเกลียวหลายจุดสี่เหลี่ยมคางหมูที่มีเส้นผ่านศูนย์กลางระบุ 20 มม. ค่าระยะชัก 8 มม. ระยะพิทช์ 4 มม. และช่วงพิกัดความเผื่อ 8e:
ทีจี 20-8 (P4) - 8e
เหมือนกันซ้าย:
Tg 20-8 (P4) LH - 8е
ความยาวการแต่งหน้าหากแตกต่างจากความยาวของเกลียว จะแสดงเป็นมิลลิเมตรที่ส่วนท้ายของการกำหนดเกลียว ตัวอย่างเช่น:
Tg 20-8 (P4) LH - 8е - 180
ค่าตัวเลขของความยาวการแต่งหน้าที่เกี่ยวข้องกับกลุ่ม N และ L เป็นไปตาม GOST 9562-81
ความพอดีในการเชื่อมต่อแบบเกลียวจะถูกระบุด้วยเศษส่วน
Tg 20-8 (P4) LH - 8Н/8е - 180
ค่าตัวเลขของความคลาดเคลื่อนของเส้นผ่านศูนย์กลาง d และ D 1 - ตาม GOST 9562-81
ค่าตัวเลขของความคลาดเคลื่อนสำหรับเส้นผ่านศูนย์กลาง d 2, d 3 และ D 2 - ตาม GOST 24739-81
แอปพลิเคชัน ด้ายสี่เหลี่ยมคางหมู
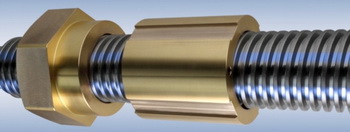
เกลียวสี่เหลี่ยมคางหมูของสกรูเป็นเกลียวหมุนที่มีแรงเสียดทานค่อนข้างสูงโดยเป็นแบบล็อคตัวเอง ข้อดีของเทคโนโลยีการยกคือไม่จำเป็นต้องมีการตรึงเพิ่มเติมในตำแหน่งพัก
เกลียวสี่เหลี่ยมคางหมูใช้ในการแปลงการเคลื่อนที่แบบหมุนเป็นการเคลื่อนที่เชิงเส้นและใช้เป็นหลักสำหรับ การเคลื่อนไหวเป็นเส้นตรง. นอกจากนี้ยังพบว่าใช้เป็นลีดสกรูในเครื่องกลึงหรือเป็นเกลียวขับเคลื่อนสำหรับการกดสกรูบนโต๊ะหรือสะพานยานพาหนะ
ตัวอย่างการใช้งานสำหรับเกลียวสปินเดิลสี่เหลี่ยมคางหมู:
การป้อนการเคลื่อนที่ของเครื่องมือกล (เช่น การปรับและลีดสกรู)
- การเคลื่อนไหวของหุ่นยนต์;
- การควบคุมการเคลื่อนไหว กลไกการยกและรถยก;
- การเคลื่อนไหวของชัตเตอร์เมื่อล็อคเครื่องฉีดพลาสติก
- การเคลื่อนย้ายบนภาชนะประกอบ
- การเคลื่อนไหวในแนวตั้งเมื่อทำงานกับสื่อ
เอกสารที่เกี่ยวข้อง:
GOST 3469-91 - กล้องจุลทรรศน์ ด้ายเลนส์. ขนาด
GOST 4608-81 - เธรดเมตริก การตั้งค่าพอดี
GOST 5359-77 - เกลียวช่องมองภาพสำหรับอุปกรณ์เกี่ยวกับสายตา โปรไฟล์และขนาด
GOST 6042-83 - ด้ายกลมของเอดิสัน โปรไฟล์ ขนาด และขีดจำกัด
GOST 6111-52 - เกลียวนิ้วทรงกรวยที่มีมุมโปรไฟล์ 60 องศา
GOST 6211-81 - เกลียวท่อเรียว
GOST 6357-81 - เกลียวท่อทรงกระบอก
GOST 8762-75 - เกลียวกลมเส้นผ่านศูนย์กลาง 40 มม. สำหรับหน้ากากป้องกันแก๊สพิษและคาลิเปอร์ ขนาดหลัก
GOST 9000-81 - เกลียวเมตริกสำหรับเส้นผ่านศูนย์กลางน้อยกว่า 1 มม. ความคลาดเคลื่อน
GOST 9484-81 - ด้ายสี่เหลี่ยมคางหมู โปรไฟล์
GOST 9562-81 - เธรดสี่เหลี่ยมคางหมูสตาร์ทครั้งเดียว ความคลาดเคลื่อน
GOST 9909-81 - เกลียววาล์วและถังแก๊สเรียว
GOST 10177-82 - เธรดถาวร โปรไฟล์และขนาดหลัก
GOST 11708-82 - กระทู้ ข้อกำหนดและคำจำกัดความ
GOST 11709-81 - เกลียวเมตริกสำหรับชิ้นส่วนพลาสติก
GOST 13535-87 - เกลียวเสริมแรง 45 องศา
GOST 13536-68 - ด้ายกลมสำหรับอุปกรณ์สุขภัณฑ์ โปรไฟล์ ขนาดหลัก ความคลาดเคลื่อน
GOST 16093-2004 - เธรดเมตริก ความคลาดเคลื่อน การลงจอดพร้อมการกวาดล้าง
GOST 16967-81 - เกลียวเมตริกสำหรับทำเครื่องดนตรี เส้นผ่านศูนย์กลางและระยะพิทช์
GOST 24737-81 เธรดสี่เหลี่ยมคางหมูแบบเริ่มเดียว ขนาดหลัก
GOST 24739-81 - เธรดสี่เหลี่ยมคางหมูแบบหลายสตาร์ท
GOST 25096-82 - เธรดถาวร ความคลาดเคลื่อน
GOST 25229-82 - เกลียวเมตริกเรียว
GOST 28487-90 เกลียวล็อคทรงกรวยสำหรับองค์ประกอบสตริงสว่าน ประวัติโดยย่อ. ขนาด ความคลาดเคลื่อน
โปรไฟล์เกลียวเป็นรูปสี่เหลี่ยมคางหมูหน้าจั่วที่มีมุม 30° ระหว่างด้านข้าง (รูปที่ 3, c) เกลียวสี่เหลี่ยมคางหมูสามารถสตาร์ทได้ครั้งเดียวหรือหลายสตาร์ท เกลียวขวาหรือเกลียวซ้าย
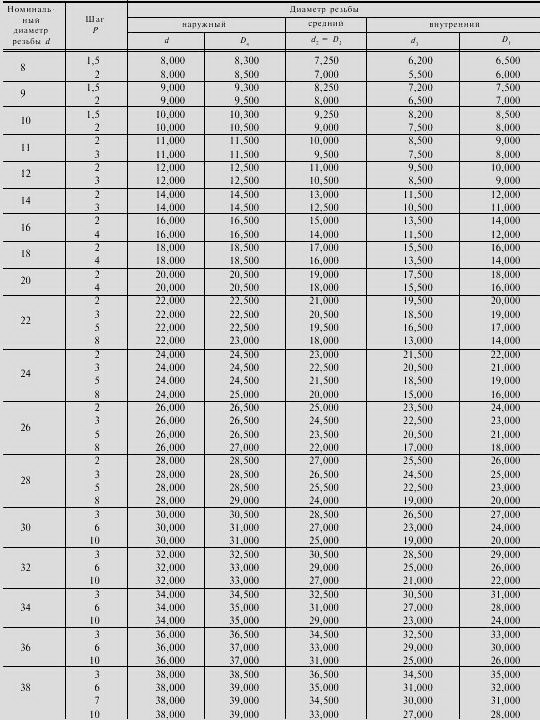
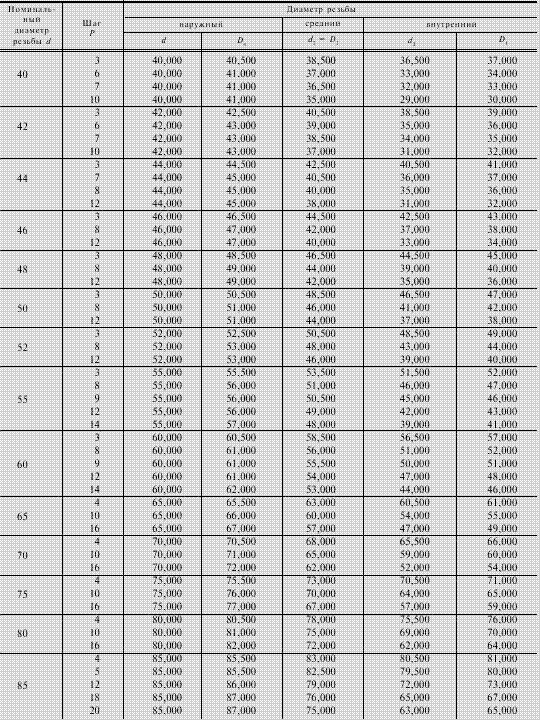
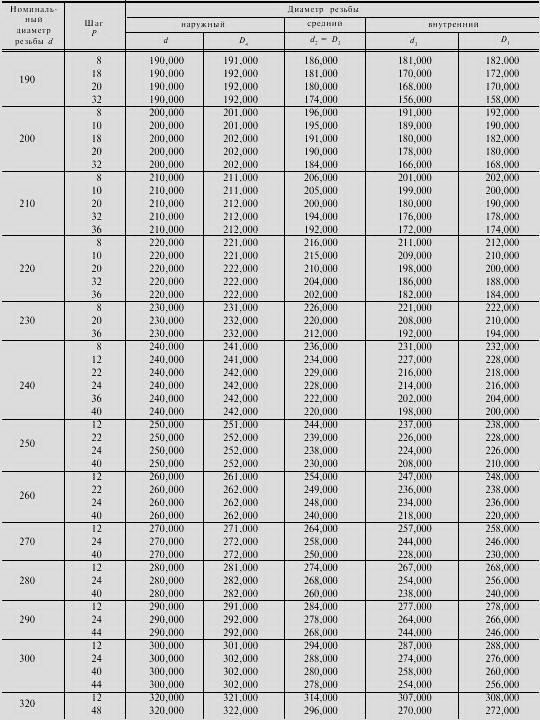
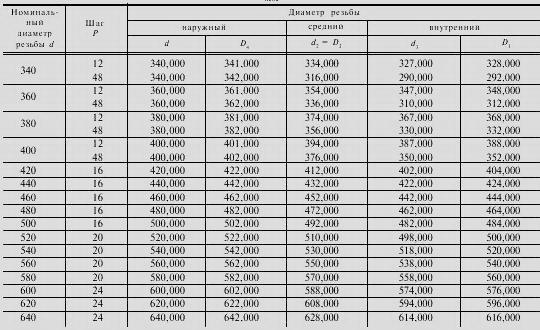
เส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียวสี่เหลี่ยมคางหมูสตาร์ทครั้งเดียวในช่วงเส้นผ่านศูนย์กลางตั้งแต่ 12 ถึง 50 มม. แสดงไว้ในตาราง 2. ขนาดและจำนวนการสตาร์ทที่เหมือนกันสำหรับเธรดแบบหลายสตาร์ทแสดงไว้ในตาราง 3.
ตัวอย่างการกำหนดเธรด:
ทางเข้าด้านหน้าทรงสี่เหลี่ยมคางหมูที่มีเส้นผ่านศูนย์กลางระบุ 36 มม. และระยะพิทช์ 6 มม.:
TgZbhb; ด้ายซ้ายเดียวกัน:
ทีจี 36x6 แอลเอช;
สี่เหลี่ยมคางหมูสามทางที่มีเส้นผ่านศูนย์กลางระบุ 40 มม. ระยะพิทช์ 3 มม. และระยะชัก 9 มม.:
ทีจี 40 เอ็กซ์ 9 (อาร์แซด)
ตัวอย่างการกำหนดเกลียวในรูปวาดแสดงไว้ในรูปที่ 1 5. ที่
ตารางที่ 2 เส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียวสตาร์ทเดี่ยวสี่เหลี่ยมคางหมูตาม GOST 24738 81, mm
| เส้นผ่านศูนย์กลางง | แถว | - | - | -" | - | - | ||||||
| - | - | - | - | - ■ | 30, | |||||||
| ขั้นตอน | พี | |||||||||||
| ร* | 3;8 | 3;8 | 3;8 | 3;8 | 3; 10 | |||||||
| เส้นผ่านศูนย์กลางง | แถว | - | - | - - | ||||||||
| - | - | - | - | - | ||||||||
| ขั้นตอน | ร | 8, | ||||||||||
| ร* | 3; 10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;12 | 3;12 | 3;12 | 3; 12 |
บันทึก: 1. เมื่อเลือกเธรด ควรเลือกแถวแรกเป็นแถวที่สอง
2. ขั้นตอนที่ต้องการระบุด้วย *
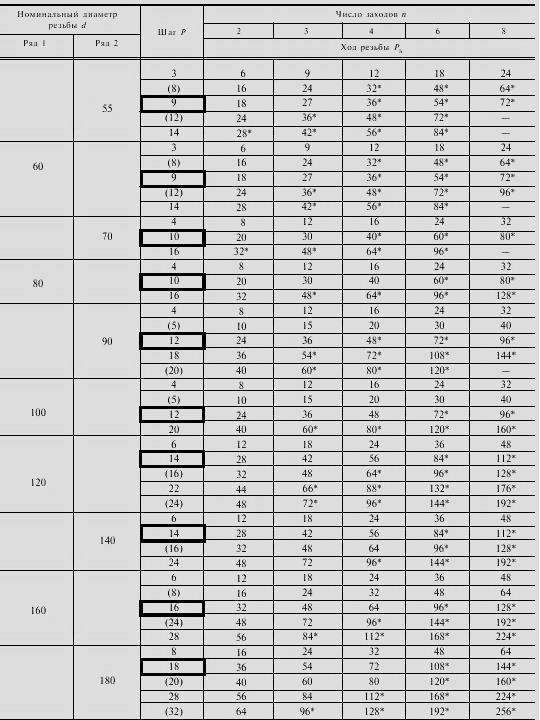
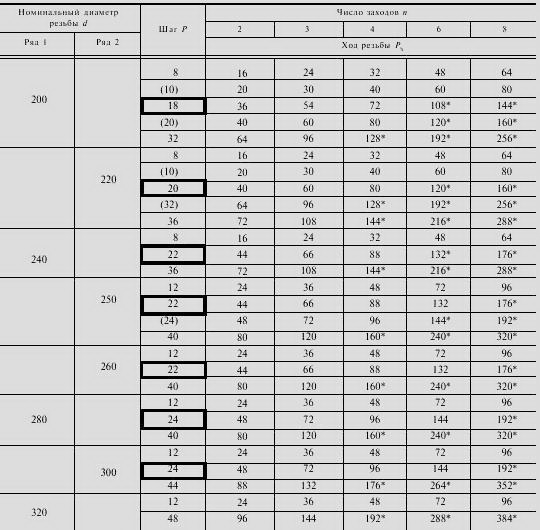
ตารางที่ 3 ขนาดหลักของเธรดเริ่มต้นหลายรูปสี่เหลี่ยมคางหมูตาม GOST 24739 81, mm
| ง | ระดับเกลียว | ระยะชักด้ายตามจำนวนครั้งที่สตาร์ท | ||||
| แถว1 | แถวที่ 2 | ร | ร* | |||
| (8) | ||||||
| - | - | |||||
| - | - | |||||
| - | - | |||||
| ,-. - | - | (16) | (20) | |||
| - | - | |||||
| - | (20) | |||||
| _ | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (21) | (28) | ||||
| - | - | |||||
| _- | (28) | |||||
| ■ - | - | |||||
| - | (32) | |||||
| (24) | (36) | (48) | ||||
| - | - | |||||
| - | (32) | |||||
| - | (24) | (36) | (48) |
หมายเหตุ: เกลียวที่มีค่าระยะชักอยู่ในวงเล็บมีมุมนำมากกว่า 10°
เธรดยังคงอยู่
วัตถุประสงค์หลักของเกลียวคือเพื่อส่งแรงตามแนวแกนผ่านสกรูไปในทิศทางเดียว เช่น ในแม่แรง แรงกด ฯลฯ โปรไฟล์ของเธรดเป็นรูปสี่เหลี่ยมคางหมูไม่เท่ากัน (รูปที่ 3, d)
: > v เส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียวรับแรงดึงในช่วงเส้นผ่านศูนย์กลางตั้งแต่ 16 ถึง 42 มม. แสดงไว้ในตาราง 4.
ตัวอย่างการกำหนดเธรด: "
แทงขวาด้วยด้ายเดี่ยวที่มีเส้นผ่านศูนย์กลาง 32 มม. พร้อมระยะพิทช์ 6 มม.:
ด้ายซ้ายเดียวกัน:
S32x6LH.ในภาพวาด ด้ายจะถูกระบุดังแสดงในรูป. 6.
ข้าว. 6
ตารางที่ 4 เส้นผ่านศูนย์กลางและระยะพิทช์ของเกลียวแทงตาม GOST 10177 82, mm.
| เส้นผ่านศูนย์กลาง ง | ขั้นตอน | ||
| แถว1 | แถวที่ 2 | ร* | ร |
| - | |||
| - | |||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 |
หมายเหตุ^. เมื่อเลือกเส้นผ่านศูนย์กลางของเกลียว ควรเลือกแถวแรกเป็นแถวที่สอง
ขั้นตอนที่ต้องการในการพัฒนาการออกแบบใหม่
เกลียวท่อทรงกระบอก
กระทู้นี้ใช้ใน การเชื่อมต่อทรงกระบอกท่อและการเชื่อมต่อของเกลียวทรงกระบอกภายในกับเกลียวทรงกรวยภายนอก
โปรไฟล์ (รูปที่ 3, b) และขนาดหลักกำหนดโดย GOST 6357 81 ค่าของขนาดหลักของเกลียวท่อทรงกระบอกแสดงไว้ในตาราง 5.
การกำหนด ด้ายท่อ(รูปที่ 7, a, b) ประกอบด้วยตัวอักษร G และขนาดเกลียวเป็นนิ้ว เช่น:
การกำหนดนี้มีเงื่อนไขเพราะว่า ระบุเส้นผ่านศูนย์กลางไม่ใช่ของเกลียว แต่เป็นของรูในท่อ (เส้นผ่านศูนย์กลางที่ระบุ ดีเอ็นที่ความหนาของผนังที่กำหนด) เส้นผ่านศูนย์กลางภายนอกของเกลียวท่อจะมีขนาดใหญ่กว่าที่ระบุไว้ในภาพวาด ตัวอย่างเช่นการกำหนด G1สอดคล้องกับเกลียวท่อที่มีเส้นผ่านศูนย์กลางภายนอก ส=33.25มออกแบบมาสำหรับท่อที่มีเส้นผ่านศูนย์กลางภายใน 1" (25.4 มม.)
เกลียวท่อที่มีเส้นผ่านศูนย์กลางเท่ากัน (เส้นผ่านศูนย์กลางระบุ ดีเอ็น)สามารถทำได้บนท่อที่มีความหนาของผนังต่างกันและแม้แต่บนแท่งตัน
ข้าว. 7. สัญลักษณ์สำหรับเกลียวท่อทรงกระบอกและเรียว: ก) เกลียวท่อทรงกระบอก G 1 1/2;
b) ด้ายที่มีขนาดเท่ากัน, ภายใน, ซ้าย; c) ด้ายทรงกรวยท่อภายนอก d) รูปกรวยท่อภายใน
ตารางที่ 5. ขนาดหลักของเกลียวท่อทรงกระบอก
ในกลไกที่จำเป็นในการแปลงการหมุนเป็นการเคลื่อนที่เชิงแปลจะใช้กลไกเหล่านี้ นอกจากฟังก์ชันการเปลี่ยนแปลงแล้ว เกลียวนี้ยังสามารถรับน้ำหนักที่เพิ่มขึ้นได้อีกด้วย เกลียวชนิดนี้เป็นเกลียวที่นิยมใช้ในส่วนประกอบสำคัญของกลไกและเครื่องมือกล คุณสามารถสังเกตหลักการทำงานของเกลียวนี้ได้เมื่อหมุนสกรู เมื่อการหมุนของสกรูทำให้เกลียวเคลื่อนที่ในทิศทางเชิงเส้น แรงที่ใช้ในการเปลี่ยนการเคลื่อนที่ขึ้นอยู่กับมุมโปรไฟล์ ระยะพิตช์เกลียว และวัสดุของชิ้นส่วน
การแกะสลักชื่อนี้มาจากความคล้ายคลึงกับสี่เหลี่ยมคางหมู
หมายเลขโทรศัพท์ติดต่อ: วอทส์แอพ.
ลักษณะสำคัญของเกลียวสี่เหลี่ยมคางหมู
รูปร่างสี่เหลี่ยมคางหมูเกิดขึ้นจากมุมของโปรไฟล์เกลียว ในประเภทนี้ มุมโปรไฟล์อาจมีตั้งแต่ 15 ถึง 40 องศา
ในกระบวนการทำงาน ด้ายอาจทำให้เกิดการเสียดสีมากเกินไป ปัจจัยนี้ขึ้นอยู่กับมุมโปรไฟล์ ประเภทของสารหล่อลื่น และวัสดุที่ใช้ ระยะห่างในแนวรัศมีในเกลียวสี่เหลี่ยมคางหมูสามารถระบุได้โดยการวางเกลียวไว้ตรงกลางเส้นผ่านศูนย์กลาง
เกลียวสี่เหลี่ยมคางหมูนั้นค่อนข้างง่ายในการผลิต ในกรณีส่วนใหญ่ มุมโปรไฟล์จะตั้งไว้ที่ 30 องศา คุณภาพของเกลียวขึ้นอยู่กับความแม่นยำของชิ้นงานที่ใช้และวัสดุเป็นหลัก


วิธีการตัดเกลียวสี่เหลี่ยมคางหมู
การผลิตงานแกะสลักประเภทนี้สามารถแบ่งออกได้เป็น 2 ประเภทคือคัตเตอร์ 1 อันและคัตเตอร์ 3 อัน
ตามตัวอย่าง ให้พิจารณาการกำหนดดังต่อไปนี้: Tr 26 × 4 LH – เกลียวสี่เหลี่ยมคางหมู สตาร์ทครั้งเดียว มีเส้นผ่านศูนย์กลาง 26 และระยะพิทช์ 4 สำหรับคนถนัดซ้าย
GOST 9484-81 ใช้เป็นมาตรฐานหลัก
เกลียวสี่เหลี่ยมคางหมูถูกนำมาใช้กันอย่างแพร่หลายในการผลิตสกรูต่างๆ ที่ใช้กับอุปกรณ์การผลิตต่างๆ ตัวอย่างเช่นสำหรับเครื่องจักร อุปกรณ์ยก, กด เกลียวนี้มีรูปทรงสี่เหลี่ยมคางหมูหน้าจั่ว และมุมโปรไฟล์อาจมีค่าต่างกัน: 15, 24, 30, 40° ในระหว่างการทำงานของสกรูที่ตัดเกลียวสี่เหลี่ยมคางหมู แรงเสียดทานจะเกิดขึ้นตามธรรมชาติ นั่นคือเนื่องจากการมีสารหล่อลื่น ความหยาบของพื้นผิว และมุมโปรไฟล์ด้วย
ประเภทของด้าย
วันนี้มีประเภทดังต่อไปนี้:
- เมตริก ทำหน้าที่รักษาความปลอดภัยองค์ประกอบหลายประการ มีการตั้งค่าเงื่อนไขการตัดแล้ว เอกสารกำกับดูแล. โปรไฟล์เป็นรูปสามเหลี่ยมที่มีมุมด้านเท่า ตัวบ่งชี้นี้คือ 60° สกรูที่มีเกลียวเมตริกทำด้วยขนาดเล็กและ ขั้นตอนใหญ่. แบบแรกใช้ยึดส่วนประกอบที่เป็นแผ่นบางเพื่อเพิ่มความแน่น การเชื่อมต่อประเภทนี้สามารถพบได้ในอุปกรณ์ทางแสงที่มีความแม่นยำ
- ทรงกรวย ผลิตในลักษณะเดียวกับรุ่นก่อนหน้า แต่ทำการบิดให้มีความลึก 0.8 มม.
- นิ้ว จนถึงปัจจุบัน ยังไม่มีเอกสารข้อบังคับที่ระบุขนาดเกลียว เกลียวนิ้วใช้ในการซ่อมแซมอุปกรณ์ต่างๆ ตามกฎแล้วสิ่งเหล่านี้เป็นเครื่องมือและอุปกรณ์เก่า ตัวชี้วัดหลักคือเส้นผ่านศูนย์กลางภายนอกและระยะพิทช์
- ท่อทรงกระบอก ประเภทนี้คือสามเหลี่ยมหน้าจั่ว มุมบนซึ่งเท่ากับ 55° เกลียวภายในนี้ใช้สำหรับเชื่อมต่อท่อรวมถึงชิ้นส่วนที่ทำจากวัสดุแผ่นบาง ขอแนะนำเมื่อมีข้อกำหนดพิเศษสำหรับความแน่นของการเชื่อมต่อ
- ท่อทรงกรวย เกลียวในต้องเป็นไปตามข้อกำหนดด้านกฎระเบียบทั้งหมด ขนาดเป็นมาตรฐานอย่างสมบูรณ์ ใช้สำหรับเชื่อมต่อท่อประเภทต่างๆ
- ดื้อดึง. ประเภทนี้เป็นสี่เหลี่ยมคางหมูไม่เท่ากัน โดยด้านหนึ่งเอียง 3° และอีกด้านเอียง 30° ด้านแรกคือด้านการทำงาน กำหนดรูปร่างของโปรไฟล์ตลอดจนเส้นผ่านศูนย์กลางของขั้นบันได เอกสารกำกับดูแล. ตามที่ระบุไว้ ด้ายทำด้วยเส้นผ่านศูนย์กลางตั้งแต่ 10 ถึง 600 มม. โดยมีค่าพิทช์สูงสุด 24 มม. ใช้เมื่อต้องการแรงยึดเพิ่มขึ้น
- กลม. โปรไฟล์เกลียวประกอบด้วยส่วนโค้งต่างๆ ที่เชื่อมต่อกันด้วยเส้นตรง มุมโปรไฟล์คือ 30° เธรดประเภทนี้ใช้สำหรับการเชื่อมต่อที่สัมผัสกับสภาพแวดล้อมที่รุนแรง
- สี่เหลี่ยม ไม่ได้รับการสนับสนุนจากเอกสารกำกับดูแลใด ๆ ข้อได้เปรียบหลักคือประสิทธิภาพสูง เมื่อเปรียบเทียบกับแบบสี่เหลี่ยมคางหมูจะมีความทนทานน้อยกว่าและยังทำให้เกิดช่วงเวลาที่ไม่อาจเข้าใจได้มากมายในระหว่างการผลิต สถานที่ใช้งานหลักคือแจ็คและ ประเภทต่างๆสกรู
- สี่เหลี่ยมคางหมู มีรูปร่างเป็นสี่เหลี่ยมคางหมูหน้าจั่ว โดยมีมุมโปรไฟล์ 30° เธรดสี่เหลี่ยมคางหมูซึ่งมีขนาดที่กำหนดไว้ในเอกสารใช้สำหรับการเชื่อมต่อ องค์ประกอบต่างๆอุปกรณ์การผลิต
เงื่อนไขการผลิต
เมื่อเทียบกับประเภทอื่น เกลียวสี่เหลี่ยมคางหมูผลิตได้ง่ายกว่ามาก

นั่นคือเหตุผลว่าทำไมจึงมีการใช้บ่อยขึ้น สาขาต่างๆ. ที่นิยมมากที่สุดคือสกรูเกลียวสี่เหลี่ยมคางหมูซึ่งมีมุมโปรไฟล์ 30° เทคโนโลยีการผลิตมีความคล้ายคลึงกับเทคโนโลยีที่ใช้สำหรับการตัดเกลียวสี่เหลี่ยมมาก แต่ยังคงมีความแตกต่างที่สำคัญเกี่ยวกับความถูกต้องและความสะอาดของการผลิต การตัดเกลียวสี่เหลี่ยมคางหมูไม่แตกต่างจากขั้นตอนเดียวกันกับเกลียวสี่เหลี่ยม บน ช่วงเวลานี้มีหลายวิธีดังกล่าว
การทำสกรูด้วยคัตเตอร์อันเดียว
เกลียวสี่เหลี่ยมคางหมูแบบสตาร์ทครั้งเดียวมีการผลิตดังนี้:
- เตรียมชิ้นงานและสร้างช่องสำหรับการลับคม
- ใบมีดถูกลับให้คมตามแม่แบบที่เตรียมไว้เป็นพิเศษ
- มีการติดตั้งและยึดองค์ประกอบที่ลับคมแล้ว ควรวางตำแหน่งเพื่อให้ศูนย์กลางตรงกันและขนานกับแกนตัด
- อุปกรณ์เปิดอยู่และป้อนชิ้นงานสำหรับการตัดด้าย
- ส่วนที่เสร็จแล้วจะถูกตรวจสอบตามเทมเพลตที่เสร็จแล้ว
การหั่นเป็นสามส่วน
วิธีการนี้เป็นดังนี้:
- เตรียมชิ้นงานแล้ว
- ฟันซี่สามซี่ถูกลับให้คม - ตรง, แคบและโปรไฟล์;
- องค์ประกอบที่เตรียมไว้ได้รับการติดตั้งและรักษาความปลอดภัย สามารถตั้งฉากหรือขนานกับแกนเกลียวได้ ทุกอย่างขึ้นอยู่กับมุมเอียง
วิธีการผลิตทั่วไป
ในการผลิตนั้นการตัดเกลียวสี่เหลี่ยมคางหมูเกิดขึ้นในลักษณะนี้:
- มีการตรวจสอบและปรับแต่งอุปกรณ์การทำงาน
- ต้องขอบคุณคัตเตอร์แบบ slotted ทำให้มีการเยื้องเล็กน้อยบนสกรู
- ใช้องค์ประกอบ slotted แคบสกรูจะถูกตัดให้มีเส้นผ่านศูนย์กลางที่แน่นอน
- ด้วยความช่วยเหลือขององค์ประกอบ slotted โปรไฟล์การผลิตขั้นสุดท้ายของเธรดสี่เหลี่ยมคางหมูจะดำเนินการ
- ชิ้นส่วนที่เสร็จแล้วจะถูกตรวจสอบตามเทมเพลตสำเร็จรูป
เกลียวสี่เหลี่ยมคางหมู: ขนาด
ตามที่ระบุไว้ก่อนหน้านี้ ประเภทนี้ด้ายมีรูปทรงสี่เหลี่ยมคางหมูซึ่งมุมระหว่างด้านข้างอาจมีค่าต่างกันได้ มิติข้อมูลหลักทั้งหมดได้รับการตั้งค่าตาม GOST

สำหรับประเภทสตาร์ทครั้งเดียว เกลียวสี่เหลี่ยมคางหมู (ขนาด - GOST 9481-81) มีขนาดและระยะพิทช์ เส้นผ่านศูนย์กลางต่างๆ- ตั้งแต่ 10 ถึง 640 มม. นอกจากนี้ยังสามารถเข้าได้หลายทางรวมทั้งบิดไปทางซ้ายหรือ ด้านขวา. ตัวบ่งชี้เหล่านี้ได้มาตรฐานโดย GOST 24738-81
มันใช้ที่ไหน?
สำหรับการทำงานขององค์ประกอบใดๆ เช่น เครื่องจักรหรือกลไก จำเป็นต้องดำเนินการ เงื่อนไขบังคับ: การเคลื่อนไหวแบบหมุนจะต้องแปลงเป็นการเคลื่อนไหวแบบแปล

หลักการนี้ใช้สำหรับการผลิตเครื่องจักร อุปกรณ์ และระบบควบคุมต่างๆ ที่ใช้ในภาคอุตสาหกรรม
ข้อดีของด้าย
ประสิทธิภาพของการแปลงการเคลื่อนไหวแบบหมุนเป็นการเคลื่อนที่แบบแปลทำได้โดยใช้น็อตและสกรู แม้ว่าชิ้นส่วนเหล่านี้จะดูเรียบง่าย แต่ก็ต้องได้รับการดูแลอย่างดีเมื่อทำ ในส่วนเหล่านี้ประสิทธิภาพและความน่าเชื่อถือไม่เพียงแต่ส่วนประกอบเท่านั้น แต่ยังรวมถึงอุปกรณ์การทำงานทั้งหมดด้วย
คุณสมบัติของเธรดแบบมัลติสตาร์ท
เพื่อให้สกรูมีลักษณะความแข็งแรงและเพิ่มระยะชัก จึงมีการใช้เกลียวสี่เหลี่ยมคางหมูแบบหลายสตาร์ท ในกรณีนี้ พารามิเตอร์ทั้งหมด เช่น ความสูงของเกลียว เส้นผ่านศูนย์กลาง จะเท่ากันทุกประการโดยมีลักษณะเริ่มต้นเพียงครั้งเดียว ข้อแตกต่างเพียงอย่างเดียวคือจำนวนการเคลื่อนไหวต่อขั้นตอน ตัวอย่างเช่น เธรดแบบสามสตาร์ทมีจังหวะสามเท่าของระดับเสียง ทั้งหมดนี้สามารถเห็นได้ในภาพ
ให้เรายกตัวอย่างเพื่อให้ประเภทนี้ชัดเจนสำหรับทุกคน ทุกคนใช้ฝาปิดปกติสำหรับผักและผลไม้กระป๋อง ในการเปิดคุณต้องใช้ความพยายามขั้นต่ำ เมื่อใช้กระบอกสูบที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ จะเข้าไปในร่องของเกลียวแบบเกลียวเดี่ยวได้ยากกว่ามาก นั่นคือสาเหตุว่าทำไมจึงใช้มัลติพาส
การแกะสลักประเภทนี้สามารถกำหนดได้ด้วยสายตาเพียงแค่ดูภาพวาด

คุณสามารถดูได้อย่างแน่ชัดว่าไปกี่รอบจากจุดเริ่มต้นของสกรู เธรดมัลติพาสผลิตขึ้นโดยใช้เทคโนโลยีที่ซับซ้อน จึงมีราคาแพงกว่า
ข้อดีอื่นๆ
การเชื่อมต่อรูปสี่เหลี่ยมคางหมูมีมากมาย คุณสมบัติเชิงบวก. ด้วยเหตุนี้จึงได้มีการนำไปใช้ในด้านต่างๆ อุตสาหกรรมการผลิต. สาขาที่พบบ่อยที่สุดคือวิศวกรรมเครื่องกล ดังนั้นข้อดีจึงมีดังต่อไปนี้:
- ความสามารถในการประกอบและถอดแยกชิ้นส่วน อุปกรณ์ต่างๆไม่จำกัดจำนวนครั้ง;
- กระบวนการถอดและประกอบที่สะดวก
- ความน่าเชื่อถือของการเชื่อมต่อแบบเกลียว
- กระบวนการผลิตที่ง่าย
- การควบคุมแรงอัดที่เป็นอิสระ
- การผลิตชิ้นส่วนในรูปแบบต่างๆ
ข้อเสียของการเชื่อมต่อ
การเชื่อมต่อประเภทนี้มีด้านลบไม่มากนัก หนึ่งในนั้นคือการเกิดความเครียดสูงในช่วงภาวะซึมเศร้า นอกจากนี้ยังไม่สามารถใช้ในอุปกรณ์และกลไกที่มีการสั่นสะเทือนสูงเนื่องจากสกรูสามารถคลายเกลียวได้ด้วยตัวเองซึ่งไม่ใช่สัญญาณที่ดี

ดังนั้นจึงจำเป็นต้องติดตามสิ่งนี้ และหากเกิดสถานการณ์เช่นนี้ ให้แก้ไขตำแหน่งของสกรู
คุณภาพเช่นต้นทุนสามารถนำมาประกอบกับทั้งด้านบวกและด้านลบ

เกลียวแบบจังหวะเดียวมีราคาถูกกว่าเกลียวแบบหลายจังหวะอย่างมาก ที่นี่ทุกคนเลือกตามความชอบส่วนตัว องค์กรออกแบบหลายแห่งใช้เธรดแบบมัลติพาส เนื่องจากมีความน่าเชื่อถือและทนทาน
ดังนั้นเราจึงพบว่าการเชื่อมต่อประเภทนี้คืออะไร เช่น เกลียวสี่เหลี่ยมคางหมู ขนาด ข้อดีและข้อเสีย
ชิ้นส่วนในเครื่องจักร กลไก อุปกรณ์ ตลอดจนเครื่องมือและโครงสร้างต่างเชื่อมโยงถึงกัน การเชื่อมต่อเหล่านี้ทำหน้าที่ต่าง ๆ และแบ่งออกเป็นสองประเภทหลัก: แบบเคลื่อนย้ายได้และแบบคงที่
การเชื่อมต่อแบบตายตัวคือการเชื่อมต่อชิ้นส่วนเพื่อให้แน่ใจว่าตำแหน่งสัมพัทธ์ยังคงไม่เปลี่ยนแปลงระหว่างการทำงาน เช่น การเชื่อม การเชื่อมต่อโดยใช้ตัวยึด เป็นต้น การเชื่อมต่อแบบเคลื่อนย้ายได้คือการเชื่อมต่อที่ชิ้นส่วนมีความสามารถในการเคลื่อนที่ค่อนข้างในสภาพการทำงาน เช่น การต่อเกียร์
ในทางกลับกันการเชื่อมต่อแบบตายตัวและแบบเคลื่อนย้ายได้จะแบ่งออกเป็นแบบถอดได้และแบบถาวรขึ้นอยู่กับความเป็นไปได้ในการรื้อการเชื่อมต่อ
การเชื่อมต่อแบบถาวร - การเชื่อมต่อที่ไม่สามารถแยกออกได้โดยไม่รบกวนรูปร่างของชิ้นส่วนหรือส่วนประกอบที่เชื่อมต่อ ตัวอย่างเช่น การเชื่อมต่อแบบเชื่อม บัดกรี ตรึง ฯลฯ
การเชื่อมต่อแบบถอดได้คือการเชื่อมต่อที่สามารถถอดและเชื่อมต่อได้ซ้ำๆ โดยไม่ทำให้ชิ้นส่วนที่เชื่อมต่อหรือชิ้นส่วนที่ยึดเปลี่ยนรูป ตัวอย่างเช่น การต่อเกลียวด้วยสลักเกลียว สกรู ลิ่ม กุญแจ เกียร์ ฯลฯ
บทความนี้จัดทำขึ้นเพื่อทบทวนการเชื่อมต่อแบบเธรดซึ่งมีความหลากหลายที่มักพบในชีวิตประจำวัน
การเชื่อมต่อแบบเกลียว - การเชื่อมต่อชิ้นส่วนโดยใช้เธรด ทุกคนรู้ว่าการแกะสลักคืออะไร ใครๆ ก็เคยเห็นมัน หลายคนรู้ด้วยว่าเธรดนั้นแตกต่างกันเนื่องจากมี ขนาดที่แตกต่างกันก้าวและอื่นๆ อย่างไรก็ตาม มีไม่กี่คนที่รู้ว่าสิ่งนี้ได้รับการควบคุมอย่างไร และไม่เพียงแต่มีหัวข้อเมตริกที่เราคุ้นเคยเท่านั้น ทรงกระบอกแต่ยังมีประเภทอื่นๆอีกมากมาย
1. แนวคิดของเธรด
เกลียวคือพื้นผิวที่เกิดจากการเคลื่อนของสกรูที่มีรูปทรงแบนตามแนวทรงกระบอกหรือ พื้นผิวทรงกรวยกล่าวอีกนัยหนึ่ง เกลียวที่มีระยะพิทช์คงที่เกิดขึ้นบนพื้นผิวนี้
รูปที่ 1 - เธรด
ตามวัตถุประสงค์เธรดจะถูกแบ่งออกเป็นการยึด (ในการเชื่อมต่อแบบตายตัว) และการวิ่งหรือจลนศาสตร์ (ในการเชื่อมต่อแบบเคลื่อนย้ายได้) บ่อยครั้งที่การยึดเธรดมีหน้าที่ที่สอง - การปิดผนึกการเชื่อมต่อแบบเกลียวเพื่อให้มั่นใจถึงความแน่นหนา เธรดดังกล่าวเรียกว่าการยึดและการปิดผนึกเธรด นอกจากนี้ยังมีกระทู้พิเศษที่มี การนัดหมายพิเศษ.
ขึ้นอยู่กับรูปร่างของพื้นผิวที่ด้ายถูกตัดอาจเป็นทรงกระบอกหรือทรงกรวย
ขึ้นอยู่กับตำแหน่งของพื้นผิว ด้ายอาจเป็นแบบภายนอก (ตัดบนแกน) หรือภายใน (ตัดเป็นรู)
ขึ้นอยู่กับรูปร่างของโปรไฟล์ มีเธรดรูปสามเหลี่ยม สี่เหลี่ยมคางหมู สี่เหลี่ยม กลม และพิเศษ
เกลียวสามเหลี่ยมแบ่งออกเป็นเมตริก ท่อ เกลียวนิ้วทรงกรวย เกลียวสี่เหลี่ยมคางหมูเป็นเกลียวสี่เหลี่ยมคางหมู แรงขับ และแรงขับเสริม
ขึ้นอยู่กับขนาดพิตช์ เกลียวจะแยกแยะระหว่างขนาดใหญ่ เล็ก และพิเศษ
ขึ้นอยู่กับจำนวนการสตาร์ท เธรดจะถูกแบ่งออกเป็นการสตาร์ทครั้งเดียวและหลายสตาร์ท
ขึ้นอยู่กับทิศทางของเกลียว จะมีความแตกต่างระหว่างเกลียวขวา (เกลียวถูกตัดตามเข็มนาฬิกา) และเกลียวซ้าย (เกลียวถูกตัดทวนเข็มนาฬิกา)
ในรูปที่ 2 การจำแนกประเภทของเธรดทั้งหมดจะแสดงในรูปแบบของแผนภาพ:

รูปที่ 2 - การจำแนกประเภทของเธรด
นอกเหนือจากการจำแนกประเภทข้างต้นแล้ว เธรดทั้งหมดยังแบ่งออกเป็นสองกลุ่ม: มาตรฐานและไม่ได้มาตรฐาน สำหรับเธรดมาตรฐาน พารามิเตอร์ทั้งหมดถูกกำหนดโดย GOST พารามิเตอร์เธรดหลักถูกกำหนดโดย GOST 11708-82 สิ่งเหล่านี้เรียกว่าเธรดมาตรฐาน จุดประสงค์ทั่วไป. นอกจากนั้นยังมีคอนเซ็ปต์ด้ายพิเศษอีกด้วย ด้ายพิเศษคือด้ายที่มี โปรไฟล์มาตรฐานแต่แตกต่างจาก ขนาดมาตรฐานเส้นผ่านศูนย์กลางหรือระยะพิตช์เกลียว และเกลียวที่มีโปรไฟล์ที่ไม่ได้มาตรฐาน เกลียวที่ไม่ได้มาตรฐาน - ทรงสี่เหลี่ยมและสี่เหลี่ยม - ผลิตขึ้นตามแบบแต่ละแบบซึ่งมีการระบุพารามิเตอร์เกลียวทั้งหมด (รายละเอียดเพิ่มเติมในหัวข้อที่ 5 วัตถุประสงค์การดำเนินงานของเธรดและการใช้งาน)
3. โปรไฟล์และพารามิเตอร์เธรด
โปรไฟล์ของเธรดมีลักษณะเฉพาะ คุณสมบัติดังต่อไปนี้:
. ด้ายเมตริกมีโปรไฟล์เป็นรูปสามเหลี่ยมด้านเท่าที่มีมุมยอด 60° เส้นโครงและหุบเขาของด้ายนั้นทื่อ (GOST 9150-2002)
เกลียวเมตริกอาจเป็นทรงกระบอกหรือทรงกรวย

. ด้ายท่อมีโปรไฟล์เป็นรูปสามเหลี่ยมหน้าจั่วมีมุมยอด 55° เกลียวท่ออาจเป็นทรงกระบอกหรือทรงกรวยก็ได้


. ด้ายเรียวนิ้วมีโปรไฟล์เป็นรูปสามเหลี่ยมด้านเท่า

ด้ายทรงกรวยนิ้ว
. ด้ายกลมมีโปรไฟล์เป็นรูปครึ่งวงกลม

. ด้ายสี่เหลี่ยมคางหมูมีโปรไฟล์เป็นรูปสี่เหลี่ยมคางหมูหน้าจั่วโดยมีมุมระหว่างด้านข้าง 30°

. ด้ายถาวรมีรูปทรงสี่เหลี่ยมคางหมูไม่ด้านเท่ากันหมด โดยมีมุมเอียงด้านทำงาน 3° และด้านไม่ทำงาน 30°

. ด้ายสี่เหลี่ยมมีโปรไฟล์เป็นรูปสี่เหลี่ยมผืนผ้า ด้ายไม่ได้มาตรฐาน

เกลียวที่ไม่ได้มาตรฐานทรงสี่เหลี่ยม
พารามิเตอร์เธรด
พารามิเตอร์หลักของเธรดคือ:
เส้นผ่านศูนย์กลางของเกลียว(d) คือเส้นผ่านศูนย์กลางของพื้นผิวที่จะเกิดเกลียว

รูปที่ 3 - เส้นผ่านศูนย์กลางภายนอก
ระดับเกลียว(P) - ระยะทางตามแนวเส้นขนานกับแกนเกลียวระหว่างจุดกึ่งกลางของด้านที่เหมือนกันที่ใกล้ที่สุดของโปรไฟล์เธรดซึ่งอยู่ในระนาบแกนเดียวกันที่ด้านหนึ่งของแกนหมุน (GOST 11708-82)
จังหวะด้าย(Ph) - การเคลื่อนที่ตามแนวแกนสัมพัทธ์ของชิ้นส่วนเกลียวต่อรอบ (360°) เท่ากับผลิตภัณฑ์ nP โดยที่ n คือจำนวนการเริ่มเกลียว สำหรับเธรดที่เริ่มครั้งเดียว สายจะเท่ากับระยะพิทช์ เธรดที่เกิดจากการเคลื่อนที่ของโปรไฟล์เดียวเรียกว่าสตาร์ทครั้งเดียว เธรดที่เกิดจากการเคลื่อนที่ของโปรไฟล์ที่เหมือนกันสองหรือสามโปรไฟล์ขึ้นไปเรียกว่ามัลติสตาร์ท (สอง, สามสตาร์ท ฯลฯ ) กล่าวอีกนัยหนึ่ง ไม่มีเกลียวเดียวที่ถูกตัดพร้อมกันบนสลักเกลียวและน็อต แต่มีสองหรือสามเกลียว เกลียวแบบสตาร์ทหลายจุดมักใช้ในอุปกรณ์ที่มีความแม่นยำสูง เช่น ในอุปกรณ์ถ่ายภาพ เพื่อที่จะวางตำแหน่งชิ้นส่วนต่างๆ ได้อย่างไม่คลุมเครือในระหว่างการหมุนซึ่งกันและกัน ด้ายดังกล่าวสามารถแยกความแตกต่างจากด้ายทั่วไปได้โดยการเริ่มหมุนสองหรือสามครั้งที่ส่วนท้าย

รูปที่ 4 - ระยะห่างของเธรดและความคืบหน้าของเธรด
เกลียวมีลักษณะเป็นเส้นผ่านศูนย์กลางสามเส้นผ่านศูนย์กลาง: ภายนอก d (D), ภายใน d1 (D1) และกลาง d2 (D2) เส้นผ่านศูนย์กลางของเกลียวภายนอกถูกกำหนดให้เป็น d, d1 และ d2 และเส้นผ่านศูนย์กลางของเกลียวภายในในรูคือ D, D1 และ D2

รูปที่ 5 - เส้นผ่านศูนย์กลางของเกลียว
- เส้นผ่านศูนย์กลางภายนอก (ระบุ) d (D) - เส้นผ่านศูนย์กลางของทรงกระบอกจินตภาพที่อธิบายไว้รอบ ๆ ด้านบนของเกลียวภายนอก (d) หรือด้านล่างของเกลียวภายใน (D) เส้นผ่านศูนย์กลางนี้เหมาะสำหรับเกลียวส่วนใหญ่และรวมไว้ด้วย เครื่องหมายกระทู้;
- เส้นผ่านศูนย์กลางเฉลี่ย d2(D2) - เส้นผ่านศูนย์กลางของกระบอกสูบซึ่ง generatrix ซึ่งตัดกันโปรไฟล์ของเธรดในลักษณะที่ส่วนของมันเกิดขึ้นที่จุดตัดกับร่องเท่ากับครึ่งหนึ่งของระยะพิตช์เกลียวเล็กน้อย
- เส้นผ่านศูนย์กลางภายใน d1 (D1,) เส้นผ่านศูนย์กลางของกระบอกสูบที่ถูกจารึกไว้ในช่องของภายนอก (d1,) หรือด้านบนของเกลียวภายใน (D1)
การสร้างพื้นผิวเกลียวในรูปวาดนั้นมีความยาวและ กระบวนการที่ยากลำบากดังนั้นในภาพวาดผลิตภัณฑ์ด้ายจะถูกแสดงตามอัตภาพตาม GOST 2.311-68 บนแกนด้ายจะแสดงด้วยเส้นหลักทึบตามเส้นผ่านศูนย์กลางภายนอกและเส้นบางทึบตามเส้นผ่านศูนย์กลางภายใน

รูปที่ 6 - ตัวอย่างรูปภาพของด้ายบนแกนและในรู
4. การกำหนดเธรด
การกำหนดเธรดมักจะรวมถึง การกำหนดตัวอักษรประเภทเกลียวและเส้นผ่านศูนย์กลางระบุ นอกจากนี้ การกำหนดอาจรวมถึงระยะพิทช์เกลียว (หรือ TPI - เกลียวต่อนิ้ว) จำนวนการสตาร์ทสำหรับเธรดแบบหลายสตาร์ท เส้นผ่านศูนย์กลางของรูเกลียว ทิศทาง (ซ้าย, ขวา)
ด้ายเมตริก- ด้วยพารามิเตอร์ระยะพิทช์และเกลียวพื้นฐานในหน่วยมิลลิเมตร ใช้กันอย่างแพร่หลายโดยมีเส้นผ่านศูนย์กลางระบุตั้งแต่ 1 ถึง 600 มม. และระยะพิทช์ 0.25 ถึง 6 มม. ด้ายเมตริกเป็นด้ายหลัก ด้ายยึด. เธรดนี้เป็นเธรดแบบเริ่มเดียว ส่วนใหญ่เป็นเธรดขวา โดยมีระยะพิทช์มากหรือน้อย การกำหนดเกลียวเมตริกประกอบด้วยตัวอักษร M และเส้นผ่านศูนย์กลางระบุของเกลียว และไม่ได้ระบุระยะพิทช์ขนาดใหญ่: M5; ม56. สำหรับเกลียวละเอียด ให้ระบุระยะเกลียว M5×0.5 เพิ่มเติมด้วย M56×2. ที่ส่วนท้ายของสัญลักษณ์ด้ายซ้ายจะมีตัวอักษร LH อยู่ เช่น М5LH; M56×2 ซ้าย การกำหนดเธรดยังระบุระดับความแม่นยำ: M5-6g

สัญกรณ์ตัวอย่าง:
M 30 - เกลียวเมตริกที่มีเส้นผ่านศูนย์กลางภายนอก 30 มม. และระยะพิทช์เกลียวขนาดใหญ่
M 30×1.5 - เกลียวเมตริกที่มีเส้นผ่านศูนย์กลางภายนอก 30 มม. ระยะพิทช์ละเอียด 1.5 มม.
แม้ว่าจะไม่พบเธรดเมตริกก็ตาม ประยุกต์กว้างในข้อต่อที่ปิดสนิท อย่างไรก็ตาม ความเป็นไปได้นี้รวมอยู่ในมาตรฐานด้วย เหล่านี้เป็นเกลียวเมตริกทรงกรวยและทรงกระบอก
ด้ายเรียวเมตริกดำเนินการด้วยเรียว 1:16 และเส้นผ่านศูนย์กลางระบุตั้งแต่ 6 ถึง 60 มม. ตาม GOST 25229-82 (ST SEV 304-76) มีไว้สำหรับการเชื่อมต่อเกลียวทรงกรวยแบบปิดผนึกตัวเองตลอดจนการเชื่อมต่อของเกลียวทรงกรวยภายนอกกับเกลียวทรงกระบอกภายในที่มีโปรไฟล์ระบุตาม GOST 9150-2002 การกำหนดเกลียวเรียวแบบเมตริกประกอบด้วยประเภทของเกลียว (ตัวอักษร MK) เส้นผ่านศูนย์กลางระบุของเกลียว และระยะพิตช์เกลียว ที่ปลายสัญลักษณ์ด้ายซ้ายจะมีตัวอักษร LH อยู่
สัญกรณ์ตัวอย่าง:
MK 30×2 LH - เกลียวกรวยเมตริกทางซ้ายที่มีเส้นผ่านศูนย์กลางภายนอก 30 มม. ระยะเกลียว 2 มม.
เกลียวเมตริกทรงกระบอก (มีโปรไฟล์)อิงตามเกลียวเมตริก (M) ที่มีเส้นผ่านศูนย์กลางปกติตั้งแต่ 1.6 ถึง 200 มม. และมุมโปรไฟล์ที่ปลาย 60° ความแตกต่างหลักอยู่ที่สกรูซึ่งมีรัศมีรูตเพิ่มขึ้นบนเกลียว (จาก 0.15011P ถึง 0.180424P) ซึ่งช่วยให้การเชื่อมต่อแบบเกลียวโดยใช้เกลียวเมตริกทรงกระบอกมีคุณสมบัติทนความร้อนและความล้าสูงขึ้น เกลียวทรงกระบอกแบบเมตริกถูกกำหนดด้วยตัวอักษร MJ ตามด้วยค่าตัวเลขของเส้นผ่านศูนย์กลางเกลียวที่ระบุในหน่วยมิลลิเมตร ค่าตัวเลขของระยะพิทช์ ช่วงพิกัดความเผื่อของเส้นผ่านศูนย์กลางเฉลี่ย และช่วงพิกัดความเผื่อของเส้นผ่านศูนย์กลางของส่วนที่ยื่นออกมา
เกลียว MJ ภายในเข้ากันได้กับเกลียว M ภายนอกหากเส้นผ่านศูนย์กลางระบุและระยะพิทช์ตรงกัน กล่าวคือ สามารถขันสกรูเมตริกธรรมดาเข้ากับน็อตด้วยเกลียวดังกล่าวได้
สัญกรณ์ตัวอย่าง:
MJ6×1-4h6h - เกลียวนอกบนพื้นผิวเพลาที่มีเส้นผ่านศูนย์กลางระบุ 6 มม. ระยะพิทช์ 1 มม. ช่วงพิกัดความเผื่อ 4h สำหรับเส้นผ่านศูนย์กลางเฉลี่ย และช่วงพิกัดความเผื่อ 6h สำหรับเส้นผ่านศูนย์กลางของส่วนที่ยื่นออกมา
ความแตกต่าง ด้ายนิ้ว จากหน่วยเมตริกโดยที่มุมด้านบนของเกลียวอยู่ที่ 55 องศา สำหรับมาตรฐานอังกฤษ BSW (Ww) และ BSF หรือ 60 องศา (ตามหน่วยเมตริก) ในระบบอเมริกัน (UNC และ UNF) และระยะพิทช์เกลียวคำนวณเป็น อัตราส่วนของจำนวนรอบเกลียวต่อนิ้วของความยาวเกลียว ไม่สามารถรวมเกลียวเมตริกและเกลียวนิ้วได้ ดังนั้นในประเทศที่มีระบบเมตริกจะใช้เฉพาะเกลียวไปป์ขนาดนิ้วเท่านั้น
สำหรับเกลียวขนาดนิ้ว พารามิเตอร์เกลียวทั้งหมดจะแสดงเป็นนิ้ว (ส่วนใหญ่มักระบุด้วยจังหวะสองครั้งที่วางไว้หลังค่าตัวเลข เช่น 3 "= 3 นิ้ว) ระยะพิตช์เกลียวเป็นเศษส่วนของนิ้ว (นิ้ว = 2.54 ซม.) สำหรับเกลียวท่อแบบนิ้ว ขนาดเป็นนิ้วไม่ได้ระบุขนาดของเกลียว แต่เป็นระยะห่างตามเงื่อนไขในท่อ ในขณะที่เส้นผ่านศูนย์กลางภายนอกมีขนาดใหญ่กว่ามาก คุณสมบัติพิเศษของเกลียวท่อคือการคำนึงถึงความหนาของผนังท่อซึ่งอาจหนาขึ้นหรือบางลงได้ ขึ้นอยู่กับวัสดุในการผลิตและแรงดันใช้งานที่ออกแบบท่อ ดังนั้นมาตรฐานนิ้วสำหรับเกลียวไปป์จึงเป็นที่เข้าใจและยอมรับทั่วโลกว่าเป็นข้อยกเว้นสำหรับกฎเมตริก
เส้นผ่านศูนย์กลางเกลียวเป็นนิ้วไม่ใช่พารามิเตอร์เดียวที่สำคัญในการเลือกท่อ จำเป็นต้องคำนึงถึง: ความลึกของเกลียว ระยะห่างของเกลียว เส้นผ่านศูนย์กลางภายนอกและภายใน มุมโปรไฟล์ของเกลียว เป็นที่น่าสังเกตว่าระยะพิทช์ของเกลียวในกรณีนี้ไม่ได้คำนวณเป็นนิ้วหรือเป็นมิลลิเมตร แต่เป็นเกลียว ด้ายหมายถึงร่องตัด ดังนั้นการคำนวณจึงขึ้นอยู่กับจำนวนร่องที่ตัดบนท่อขนาด 1 นิ้ว ตัวอย่างเช่น ท่อน้ำธรรมดามีระยะพิทช์เกลียวเพียงสองประเภทเท่านั้น: 14 เกลียวซึ่งสอดคล้องกับระยะพิทช์เมตริก 1.8 มม. และ 11 เกลียวซึ่งสอดคล้องกับระยะพิทช์เมตริก 2.31 มม.
ตารางที่ 2 แสดงความแตกต่างหลักระหว่างเกลียวทรงกระบอก “นิ้ว” และ “ท่อ” สัมพันธ์กับเกลียว “เมตริก” สำหรับขนาดทั่วไปที่สุดของเกลียวด้านบน

กระทู้ที่มีเครื่องหมาย * หากเป็นไปได้ ไม่ควรใช้
โดยปกติแล้ว มาตรฐานเฉพาะสำหรับการคำนวณเส้นผ่านศูนย์กลางและระยะพิทช์จะทำให้เกิดความสับสนในการกำหนดค่าที่ต้องการเท่านั้น ดังนั้นจึงมีการพัฒนาตารางเพื่อกำหนดจำนวนเกลียวและเส้นผ่านศูนย์กลางของท่อที่มีเกลียวเป็นนิ้ว นอกจากนี้บรรจุภัณฑ์ใดๆ ก็ตามจะบ่งบอกถึงความหมายและมาตรฐานของมันเสมอ แต่ถึงกระนั้น ข้อมูลก็เป็นข้อมูลโดยประมาณ และคุณไม่ควรแยกข้อผิดพลาดที่อาจเกิดขึ้นออกไป

*เมื่อกำหนดขนาด ควรกำหนดการตั้งค่าให้กับแถวที่ 1
มีโปรไฟล์เป็นรูปสามเหลี่ยมหน้าจั่วที่มีมุมยอด 55° ยอดเขาและหุบเขามีลักษณะโค้งมน (GOST 6357-81)

สัญลักษณ์เกลียวประกอบด้วยตัวอักษร G การกำหนดเส้นผ่านศูนย์กลางเกลียวที่ระบุเป็นนิ้ว และระดับความแม่นยำของเส้นผ่านศูนย์กลางเฉลี่ย สำหรับเกลียวซ้าย จะมีการเสริมด้วยตัวอักษร LH
สัญกรณ์ตัวอย่าง:
G 1 1/2-A - เกลียวท่อทรงกระบอกขนาด 1 1/2", ระดับความแม่นยำ A;
1/4-20 BSP - เกลียวท่อเกลียวท่อ Whitworth ตามมาตรฐาน B.S.93 (อังกฤษ)
มีโปรไฟล์คล้ายกับโปรไฟล์ของเกลียวท่อทรงกระบอก สามารถเชื่อมต่อท่อที่มีเกลียวรูปกรวย (เรียว 1:16) กับผลิตภัณฑ์ที่มีเกลียวท่อทรงกระบอก GOST 6211-81

การกำหนดเกลียวประกอบด้วยตัวอักษร R ขนาดของเส้นผ่านศูนย์กลางระบุเป็นนิ้ว การกำหนด Rc ใช้สำหรับเกลียวภายในท่อทรงกรวย สัญลักษณ์ด้ายซ้ายจะเสริมด้วยตัวอักษร LH
สัญกรณ์ตัวอย่าง:
R 1 1/2 - เกลียวท่อทรงกรวยภายนอกขนาด 1 1/2";
R 1 1/2 LH - เกลียวท่อทรงกรวย, ด้านซ้าย;
Rс 1/2 - เกลียวท่อทรงกรวยภายใน
BSPT 1 1/2 - เกลียวท่อทรงกรวยภายในตามมาตรฐาน B.S.93 (อังกฤษ)
ด้วยมุมโปรไฟล์ 60° GOST 6111-52 จึงถูกตัดบนพื้นผิวทรงกรวยด้วยเรียว 1:16

การกำหนดประกอบด้วยตัวอักษร K และขนาดเกลียวเป็นนิ้วซึ่งมีการระบุขนาด ซึ่งใช้บนชั้นวางของเส้นตัวนำ เช่นเดียวกับเกลียวไปป์ สัญกรณ์ตัวอย่าง:
K 3/4″ ตาม GOST 6111-52 การกำหนด NPT 3/8-18 ตามมาตรฐาน ANSI/ASME B 1.20.1 (สหรัฐอเมริกา)
ทำหน้าที่ถ่ายทอดการเคลื่อนไหวและความพยายาม โปรไฟล์ของเกลียวสี่เหลี่ยมคางหมูเป็นรูปสี่เหลี่ยมคางหมูหน้าจั่วที่มีมุมระหว่างด้านข้าง 30° สำหรับแต่ละเส้นผ่านศูนย์กลาง ด้ายสามารถเป็นแบบสตาร์ทครั้งเดียวหรือหลายสตาร์ท หมุนขวาหรือซ้ายก็ได้ ตาม GOST 9484-81
ขนาดหลัก เส้นผ่านศูนย์กลาง พิทช์ ความคลาดเคลื่อนของเกลียวสตาร์ทครั้งเดียวได้รับมาตรฐานตาม GOST 24737-81, 24738-81, 9562-81 สำหรับเธรดแบบมัลติสตาร์ท พารามิเตอร์เหล่านี้มีอยู่ใน GOST 24739-81
สัญลักษณ์สำหรับเกลียวแบบสตาร์ทครั้งเดียวประกอบด้วยตัวอักษร Tr ค่าของเส้นผ่านศูนย์กลางเกลียวที่ระบุ ระยะพิทช์ และช่วงพิกัดความเผื่อ
สัญกรณ์ตัวอย่าง:
Tr 40×6-8e - เกลียวนอกทรงสี่เหลี่ยมคางหมูสตาร์ทครั้งเดียวที่มีเส้นผ่านศูนย์กลาง 40 มม. และระยะพิทช์ 6 มม. Tr 40×6-8e-85 - ความยาวการแต่งหน้าเท่ากัน 85 มม.
Tr 40×6LH-7Н - เช่นเดียวกับด้านซ้ายด้านใน
ค่าตัวเลขของจังหวะจะถูกเพิ่มให้กับสัญลักษณ์ของเธรดแบบหลายสตาร์ท:
Tr 20×8(P4)-8e - เกลียวนอกแบบสตาร์ทหลายจุดสี่เหลี่ยมคางหมูที่มีเส้นผ่านศูนย์กลาง 20 มม. พร้อมระยะชัก 8 มม. และระยะพิทช์ 4 มม.
มันมีโปรไฟล์ของสี่เหลี่ยมคางหมูไม่เท่ากัน ส่วนกดของโปรไฟล์เป็นแบบโค้งมน และมีระยะพิทช์ที่แตกต่างกันสามแบบสำหรับแต่ละเส้นผ่านศูนย์กลาง ทำหน้าที่ส่งการเคลื่อนที่ด้วยแรงตามแนวแกนขนาดใหญ่ตาม GOST 10177-82
เธรดแรงขับถูกกำหนดโดยตัวอักษร S จากนั้นจะระบุเส้นผ่านศูนย์กลางระบุของเธรดในหน่วยมิลลิเมตร ระยะพิทช์ของเธรด (ลีดและพิทช์หากเธรดนี้เป็นแบบหลายสตาร์ท) ทิศทางของเธรด (สำหรับเธรดทางขวา ไม่ได้ระบุไว้ สำหรับเกลียวซ้ายจะมีตัวอักษร LH ระบุ) และระดับความแม่นยำของเกลียว
สัญกรณ์ตัวอย่าง:
S 80×10 - เกลียวแทงสตาร์ทครั้งเดียวที่มีเส้นผ่านศูนย์กลางภายนอก 80 มม. และระยะพิทช์ 10 มม.
S 80×20(P10) - เกลียวกระตุกสตาร์ทสองครั้งที่มีเส้นผ่านศูนย์กลางภายนอก 80 มม. ระยะชัก 20 มม. และระยะพิทช์ 10 มม.
ด้ายพิเศษด้วยโปรไฟล์มาตรฐาน แต่มีระยะพิทช์หรือเส้นผ่านศูนย์กลางที่ไม่เป็นมาตรฐาน แสดงว่า: Sp M40×1.5 - 6g
ด้ายสี่เหลี่ยม (สี่เหลี่ยม). ด้ายที่มีโปรไฟล์ที่ไม่ได้มาตรฐานเป็นรูปสี่เหลี่ยมผืนผ้า (หรือสี่เหลี่ยมจัตุรัส) ดังนั้นขนาดทั้งหมดจึงระบุไว้ในรูปวาด มันถูกใช้เพื่อส่งการเคลื่อนที่ของการเชื่อมต่อแบบเกลียวที่กำลังเคลื่อนที่ซึ่งรับภาระหนัก โดยทั่วไปจะดำเนินการกับตุ้มน้ำหนักและลีดสกรู
มันมีโปรไฟล์ที่ได้จากการผันส่วนโค้งสองอันที่มีรัศมีเท่ากัน GOST 13536- 68 กำหนดโปรไฟล์ ขนาดพื้นฐาน และความคลาดเคลื่อนของเกลียวกลม ด้ายนี้ใช้สำหรับแกนวาล์วของเครื่องผสมและก๊อกน้ำในห้องน้ำ GOST 19681-94 และก๊อกน้ำ มีเส้นผ่านศูนย์กลางเดียวเท่านั้น d = 7 มม. และระยะพิทช์ P = 2.54 มม.
สัญกรณ์ตัวอย่าง:
Kr 7×2.54 GOST 13536-68 โดยที่ 2.54 คือระยะพิทช์เกลียวเป็นมม. 12 คือเส้นผ่านศูนย์กลางเกลียวระบุเป็นมม.
โปรไฟล์ที่คล้ายกันมีเกลียวกลม (แต่สำหรับเส้นผ่านศูนย์กลาง 8...200 มม.) ตามมาตรฐาน ST SEV 3293-81 มีผลบังคับใช้โดยตรงดังนี้ มาตรฐานของรัฐ. ด้ายนี้ใช้สำหรับตะขอเครน เช่นเดียวกับในสภาพแวดล้อมที่สัมผัสกับสภาพแวดล้อมที่รุนแรง
สัญกรณ์ตัวอย่าง:
ถนน 16 - ด้ายกลมที่มีเส้นผ่านศูนย์กลางภายนอก 16 มม. Rd 16LH - เกลียวกลมเส้นผ่านศูนย์กลาง 16 มม. ด้านซ้าย
5. วัตถุประสงค์ในการดำเนินงานของเธรดและการใช้งาน
การเชื่อมต่อแบบเกลียวใช้กันอย่างแพร่หลายในวิศวกรรมเครื่องกล (ในส่วนใหญ่ รถยนต์สมัยใหม่มากกว่า 60% ของชิ้นส่วนทั้งหมดมีเกลียว) เธรดถูกจำแนกตามวัตถุประสงค์การดำเนินงาน การใช้งานทั่วไป และแบบพิเศษที่ออกแบบมาเพื่อเชื่อมต่อชิ้นส่วนประเภทหนึ่งของกลไกบางอย่าง กลุ่มแรกประกอบด้วยเธรด:
1.) การยึด- เมตริก นิ้ว ใช้สำหรับเชื่อมต่อชิ้นส่วนเครื่องจักรแบบถอดได้ วัตถุประสงค์หลักของพวกเขาคือเพื่อให้แน่ใจว่าการเชื่อมต่อชิ้นส่วนสมบูรณ์และเชื่อถือได้ภายใต้โหลดต่างๆ และที่ต่างกัน สภาพอุณหภูมิในระหว่างการดำเนินงานระยะยาว
2.) อุปกรณ์วิ่งหรือ จลนศาสตร์ - สี่เหลี่ยมคางหมูและสี่เหลี่ยม ใช้สำหรับลีดสกรู สกรูรองรับเครื่องจักร และโต๊ะ เครื่องมือวัดฯลฯ วัตถุประสงค์หลักคือเพื่อให้แน่ใจว่ามีการเคลื่อนไหวที่แม่นยำโดยมีแรงเสียดทานน้อยที่สุด และสำหรับเกลียวสี่เหลี่ยมเพื่อป้องกันการคลายเกลียวตัวเองภายใต้อิทธิพลของแรงที่ใช้ แรงขับ (ในแท่นกดและแม่แรง) และทรงกลม ออกแบบมาเพื่อแปลงการเคลื่อนที่แบบหมุนให้เป็นการเคลื่อนที่เชิงเส้น พวกมันรับรู้ถึงพลังอันยิ่งใหญ่ด้วยความเร็วที่ค่อนข้างต่ำ วัตถุประสงค์หลักคือเพื่อให้แน่ใจว่าการหมุนราบรื่นและความสามารถในการรับน้ำหนักสูง (สำหรับเครื่องมือไมโครเมตริกที่มีความแม่นยำ จะใช้เกลียวเมตริกที่มีความแม่นยำสูง) เกลียวกลมใช้กันอย่างแพร่หลายสำหรับก๊อกน้ำตามมาตรฐาน GOST 20275-74 และในองค์ประกอบเช่นเครื่องผสม ก๊อกน้ำ วาล์ว แกนหมุนตาม GOST 19681-94 (อุปกรณ์ประปาสุขาภิบาล)
3.) การยึดและการซีล (ท่อและข้อต่อ) - ท่อทรงกระบอกและทรงกรวย เมตริกนิ้วและทรงกรวยที่ใช้สำหรับท่อและข้อต่อจุดประสงค์หลักคือเพื่อให้แน่ใจว่าการเชื่อมต่อแน่นหนา (โดยไม่คำนึงถึงแรงกระแทก) ที่แรงดันต่ำ
มีการใช้เกลียวท่อทรงกระบอกตาม GOST 6357-81 ท่อน้ำและแก๊ส, ชิ้นส่วนสำหรับการเชื่อมต่อ (ข้อต่อ, ข้อศอก, ไม้กางเขน ฯลฯ ), อุปกรณ์ท่อ (วาล์วประตู ฯลฯ )
เกลียวท่อเรียวตาม GOST 6211-81 ใช้ในการเชื่อมต่อท่อที่ความดันและอุณหภูมิสูง (ในวาล์วและ ถังแก๊ส) เมื่อจำเป็นต้องเพิ่มความแน่นของการเชื่อมต่อ
ตกชั้นไปอยู่กลุ่มที่สอง, ด้ายพิเศษมีวัตถุประสงค์พิเศษและใช้ในอุตสาหกรรมเฉพาะบางประเภท ซึ่งรวมถึงสิ่งต่อไปนี้:
1.) ด้ายแน่นเมตริก- ด้ายทำบนแกน (บนแกน) และในรู (ในเบ้า) ตามแนวที่ใหญ่ที่สุด ขีดจำกัดขนาด; ออกแบบมาเพื่อสร้างการเชื่อมต่อแบบเกลียวโดยมีความพอดีในการรบกวน
2.) ด้ายเมตริกพร้อมช่องว่าง- ด้ายที่จำเป็นเพื่อให้แน่ใจว่าสามารถขันและคลายเกลียวการเชื่อมต่อแบบเกลียวของชิ้นส่วนที่ใช้งานได้ง่าย อุณหภูมิสูงเมื่อมีการสร้างเงื่อนไขสำหรับการตั้งค่า (การผสาน) ของฟิล์มออกไซด์ที่ปกคลุมพื้นผิวของด้าย
3.) เกลียวชั่วโมง (เมตริก)- เกลียวที่ใช้ในอุตสาหกรรมนาฬิกา (เส้นผ่านศูนย์กลาง 0.25 ถึง 0.9 มม.)
4.) ด้ายสำหรับกล้องจุลทรรศน์- ด้ายที่ออกแบบมาเพื่อเชื่อมต่อท่อเข้ากับเลนส์ มีสองขนาด:
4.1) นิ้ว - เส้นผ่านศูนย์กลาง 4/5"" (20.270 มม.) และระยะพิทช์ 0.705 มม. (36 เส้นต่อ 1"");
4.2) เมตริก - เส้นผ่านศูนย์กลาง 27 มม. ระยะพิทช์ 0.75 มม.
5) เธรดเริ่มต้นหลายตา- แนะนำสำหรับอุปกรณ์เกี่ยวกับสายตา โปรไฟล์เกลียว - สี่เหลี่ยมคางหมูด้านเท่าที่มีมุม 60°
ข้อกำหนดการดำเนินงานสำหรับเธรดขึ้นอยู่กับวัตถุประสงค์ของการเชื่อมต่อแบบเธรด ข้อกำหนดทั่วไปสำหรับเกลียวทั้งหมดคือความทนทานและความสามารถในการขันเกลียวโดยไม่ต้องปรับชิ้นส่วนเกลียวที่ผลิตขึ้นอย่างอิสระโดยยังคงรักษาประสิทธิภาพของการเชื่อมต่อไว้ สรุปเธรดหลักที่ใช้ตามวัตถุประสงค์การดำเนินงานโดยสรุป โดยสามารถแสดงได้ในตารางต่อไปนี้:

6.การกำหนดขนาดเกลียว
ตามกฎแล้วเกลียวบนอุปกรณ์ที่แตกต่างกันจะมีลักษณะคล้ายกันซึ่งทำให้ยากต่อการระบุประเภทของเกลียวด้วยสายตา เกลียวบนข้อต่อถูกกำหนดโดยการวัดพารามิเตอร์หลักด้วยเกจเกลียวและคาลิปเปอร์ และเปรียบเทียบผลลัพธ์ที่ได้รับกับตารางเกลียว

รูปที่ 7 - พารามิเตอร์การวัดเกลียว
เกจเกลียวมีสองประเภท: แบบมีตราประทับ M 60o - สำหรับเกลียวเมตริกที่มีมุมโปรไฟล์ 60o และแบบมีตราประทับ D 55o - สำหรับเกลียวนิ้วและเกลียวไปป์ที่มีมุมโปรไฟล์ 55o บนหวีเกจเกลียวแต่ละอันสำหรับเกลียวเมตริก จะมีตัวเลขประทับไว้เพื่อระบุระยะห่างของเกลียวในหน่วย มม. สำหรับนิ้ว และเกลียวในท่อ - จำนวนขั้นต่อความยาว 25.4 มม. (1" = 25.4 มม.)
7.วิธีการตัดด้าย
วิธีการหลักในการทำเธรดคือ:
- ตัดด้วยเครื่องตัดและหวีบนเครื่องกลึง
- การต๊าปด้วยแม่พิมพ์โดยใช้หัวตัดเกลียว
- การรีดเย็นและร้อนโดยใช้แม่พิมพ์รีดแบบแบนหรือแบบกลม
- การกัดโดยใช้เครื่องตัดด้ายแบบพิเศษ
- เจียรด้วยล้อขัด
การเลือกวิธีการผลิตเกลียวขึ้นอยู่กับประเภทการผลิต ขนาดของเกลียว ความแม่นยำของวัสดุชิ้นงาน เป็นต้น

รูปที่ 8 — เครื่องมือทำเกลียว
1. การตัดด้ายด้วยคัตเตอร์ การใช้เครื่องตัดด้ายและหวี กลึงสกรูตัดเครื่องตัดเกลียวทั้งเกลียวนอกและเกลียวใน (เกลียวในที่มีเส้นผ่านศูนย์กลางตั้งแต่ 12 มม. ขึ้นไป) วิธีการตัดเกลียวด้วยคัตเตอร์มีลักษณะเฉพาะคือผลผลิตค่อนข้างต่ำ ดังนั้น ปัจจุบันจึงใช้เป็นหลักในการผลิตขนาดเล็กและรายบุคคล เช่นเดียวกับในการสร้างสกรูที่มีความแม่นยำ คาลิเบอร์ลีดสกรู เป็นต้น ข้อดีของวิธีนี้ คือความเรียบง่ายของเครื่องมือตัดและค่อนข้าง ความแม่นยำสูงเธรดผลลัพธ์
2. การตัดเกลียวด้วยแม่พิมพ์และต๊าป ตายไปเอง คุณสมบัติการออกแบบแบ่งเป็นแบบกลมและแบบเลื่อน แม่พิมพ์กลมที่ใช้ในการจัดซื้อชิ้นส่วนและงานอื่นๆ ได้รับการออกแบบมาเพื่อตัดเกลียวภายนอกที่มีเส้นผ่านศูนย์กลางสูงสุด 52 มม. ในการผ่านครั้งเดียว สำหรับด้ายขนาดใหญ่ จะใช้แม่พิมพ์ที่มีการออกแบบพิเศษ ซึ่งจริงๆ แล้วใช้เพื่อทำความสะอาดด้ายหลังจากการตัดด้ายเบื้องต้นด้วยเครื่องมืออื่นๆ เท่านั้น แม่พิมพ์เลื่อนประกอบด้วยสองส่วนที่ค่อยๆ เคลื่อนเข้ามาใกล้กันในระหว่างกระบวนการตัด ต๊าปเป็นเหล็กเส้นเกลียวที่แบ่งตามร่องตรงหรือร่องเกลียวตามยาว ขอบตัด. ร่องเดียวกันนี้ทำหน้าที่ปลดเศษ ตามวิธีการใช้งาน ก๊อกจะแบ่งออกเป็นแบบแมนนวลและแบบเครื่องจักร
3. การรีดเกลียว วิธีอุตสาหกรรมหลักในการผลิตเส้นด้ายในปัจจุบันคือการรีดบนเครื่องรีดเกลียวแบบพิเศษ ชิ้นส่วนถูกยึดไว้ในที่รอง ในกรณีนี้ด้วยผลผลิตที่สูงจึงเป็นไปได้ที่จะได้รับ คุณภาพสูงผลิตภัณฑ์ (รูปร่าง ขนาด และความขรุขระของพื้นผิว) กระบวนการรีดเกลียวเกี่ยวข้องกับการสร้างเกลียวบนพื้นผิวของชิ้นส่วนโดยไม่ต้องขจัดเศษออกเนื่องจากการเสียรูปของพื้นผิวชิ้นงานแบบพลาสติก แผนผังมีลักษณะเช่นนี้ ชิ้นส่วนจะถูกรีดระหว่างแม่พิมพ์แบนสองตัวหรือลูกกลิ้งทรงกระบอกที่มีโปรไฟล์เป็นเกลียว และเกลียวที่มีโปรไฟล์เดียวกันจะถูกอัดลงบนแกน เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดเกลียวรีด 25 มม. เล็กที่สุด 1 มม. ความยาวเกลียวรีด 60...80 มม.
4.การกัดเกลียว การกัดเกลียวภายในและภายนอกดำเนินการด้วยเครื่องกัดเกลียวแบบพิเศษ ในกรณีนี้ เครื่องตัดหวีแบบหมุนได้เมื่อป้อนในแนวรัศมี จะตัดเข้าไปในตัวชิ้นส่วนและกัดเกลียวบนพื้นผิว การเคลื่อนที่ตามแนวแกนของชิ้นส่วนหรือเครื่องตัดจากเครื่องถ่ายเอกสารแบบพิเศษเป็นระยะๆ จะเกิดขึ้นตามจำนวนเท่ากับระยะพิตช์เกลียวระหว่างการหมุนชิ้นส่วนหนึ่งครั้ง
5. บดเกลียวที่มีความแม่นยำ การเจียรเป็นวิธีการสร้างเกลียวส่วนใหญ่จะใช้เพื่อให้ได้เกลียวที่แม่นยำบนชิ้นส่วนเกลียวที่ค่อนข้างสั้น เช่น ปลั๊กเกลียว - เกจ ลูกกลิ้งเกลียว ฯลฯ สาระสำคัญของกระบวนการคือล้อเจียรนั้นอยู่ที่ชิ้นส่วนที่ทำมุม การเพิ่มขึ้นของเกลียวด้วยการหมุนอย่างรวดเร็วและในเวลาเดียวกัน การหมุนช้าๆ ของชิ้นส่วนโดยมีการป้อนตามแกนตามค่าของระยะพิตช์เกลียวต่อการปฏิวัติจะตัด (บด) ส่วนหนึ่งของพื้นผิวของชิ้นส่วนออก ขึ้นอยู่กับการออกแบบของเครื่องและปัจจัยอื่นๆ ด้ายจะถูกกราวด์เป็นสองถึงสี่รอบขึ้นไป
8.ประเภทของด้ายต่างประเทศ
มาตรฐานที่สมควรได้รับและเคารพหลายประการถูกนำมาใช้ในโลกจากประเทศต่างๆ เช่น บริเตนใหญ่ (BS) เยอรมนี (DIN) ฝรั่งเศส (NF) ญี่ปุ่น (JIS) สหรัฐอเมริกา (UNC) สาเหตุหลักของความแตกต่างนั้นเป็นไปตามประเพณี ระบบที่แตกต่างกันมาตรการและวิธีการระบุขนาดเกลียวใน ประเทศต่างๆเช่นเดียวกับการใช้งานพิเศษสำหรับเธรด อย่างไรก็ตาม ในช่วงศตวรรษที่ผ่านมา บริษัทได้เสริมความแข็งแกร่งให้กับตำแหน่งของตนในโลกอย่างแข็งแกร่ง มาตรฐานเมตริก ISO - องค์การระหว่างประเทศเพื่อการมาตรฐานซึ่งมีส่วนทำให้เกิดความเข้าใจร่วมกันของผู้เชี่ยวชาญทางเทคนิค
ประเภทของเธรดต่างประเทศที่พบบ่อยที่สุด ได้แก่:
- ISO เมตริก
- ด้าย Whitworth
- ด้ายสี่เหลี่ยมคางหมู
- ด้ายกลม
- ด้ายแรงขับ
ตารางสรุปข้างต้นอธิบายการปฏิบัติตามข้อกำหนดของเกลียวมากกว่า 20 ประเภท (ประเภทน้ำมันและก๊าซทางวิศวกรรมทั่วไป) และอ้างอิงถึงเอกสารด้านกฎระเบียบและทางเทคนิค ทั้งในประเทศและต่างประเทศที่ควบคุมพื้นที่นี้ 




เนื่องจากตารางที่ 8 ข้างต้นให้ไว้เท่านั้น ความคิดทั่วไปเกี่ยวกับความอุดมสมบูรณ์ ประเภทต่างๆเธรดและเอกสารที่ควบคุมสิ่งเหล่านี้และข้อมูลจำนวนมากไม่อนุญาตให้เราเปรียบเทียบและเปรียบเทียบเธรดของมาตรฐานในประเทศและต่างประเทศได้อย่างสมบูรณ์ ให้เราพิจารณาเป็นตัวอย่างการปฏิบัติตามข้อกำหนด หลากหลายชนิดด้ายสามเหลี่ยมซึ่งมักพบในวิศวกรรมเครื่องกลทั่วไป

และข้อต่อสำหรับพวกเขา ข้อกำหนดทางเทคนิค"
OST NKTP 1260 “ เกลียวนิ้วที่มีมุมโปรไฟล์ 55 องศา”



