Rebates can be prepared manually and on machines.
When preparing folds manually, the following tools and devices are used: a mallet-hammer made of hard wood (birch, beech); roofing hammer of a regular shape; roofing hammer with a wide head; chisel; mandrel for folds; steel bar; straight and oval jambs; support; channel or corner mounted on a workbench (Fig. 91).
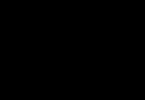
Rice. 91. Hand tool for tinsmith works:
a - mallet; b - roofing hammer; c - roofing hammer with a widened head; g - support; d - straight jamb; e - oval jamb; g - mandrel for folds; h - universal hand mallet-hammer: 1 and 2 - body; 3 - handle; 4 - screw; 5 - plug-in bosses; 6 - nut
Straight folds are prepared manually on a corner, on a block or on a channel attached to a workbench, by bending the sides to the required width.
The width of the folded edges on sheets of roofing steel with single lying seams is equal to: for seams with a width of 8 mm - 7 and 6 mm; 10 mm - 8 and 7 mm and 12 mm - 10 and 8 mm. The width of the folded edges with single standing folds is equal to: for folds with a width of 8 mm - 7 and 14 mm; 10 mm - 8 and 17 mm; 12 mm - 10 and 20 mm.
The dimensions of the allowances for single standing seams are thus equal: for seams 8 mm - 21 mm; 10 mm - 25 mm and 12 mm - 30 mm.
Blank single lying seam perform as shown in Fig. 92.

Rice. 92. Sequence of operations for preparing single folds
On a sheet of roofing steel, a mark is drawn with a scriber (Fig. 92, item 1) at a distance of 7 mm from the edge for a fold 8 mm wide; 8 mm - for a fold 10 mm wide; 10 mm - for a fold with a width of 12 mm.
Then the sheet is moved on the workbench so that the mark aligns with the edge of the corner, and the edge is bent down with a mallet.
If the worker has skill in making folds, then they do not draw a line, but move the sheet beyond the edge of the corner to the required width of the fold by eye. To prevent the sheet from moving when bending the edge, make a bend at both ends, holding it with your left hand and pressing it to the edge of the corner.
After bending the edge, the sheet is turned over with the edge up (pos. 2) and with a mallet it is bent ("filled") to the sheet without compacting the fold (pos. 3).
In the same way, bend the edge on the second sheet, then insert one folded edge into the other (item 4). Then the fold is compacted with a mallet. To prevent the fold from coming apart, undercut the sheets at the edge of the fold with a mallet (pos. 5) or crimp the fold with a fold mandrel (pos. 6).
a) Preparation of a single fold with clamps
To strengthen the seam of a single seam, it is often reinforced with additional strips of roofing steel measuring 80x30 mm, which are called clasps. The clamps are placed on the rebate every 500-700 mm. To prepare a single fold with clamps (Fig. 93), the fold is prepared as indicated above.

Rice. 93. Sequence of operations for preparing single folds with clamps
A clamp bent in half (pos. 4) is inserted into the bent edge of the sheet, one end of which is bent over the edge of the sheet. Then the curved edge of the second sheet is inserted into the curved edge of the first sheet and the other half of the clasp is folded onto it (item 5). After this, the fold is compacted and an undercut is made.
b) Preparation of a double sliding fold
With a double sliding fold (Fig. 94), the width of the allowances for folded edges is taken as follows: for folds with a width of 11 mm - 30 mm; width 13 mm - 43 mm. The width of the rebate, as in single rebates, depends on the thickness of the steel.

Rice. 94. Sequence of operations for preparing a double sliding fold
The production of a double sliding fold is carried out as follows. After drawing the marks (Fig. 94, item 1), the first bend is made on the sheet - an edge 5 mm wide is folded with a fold width of 11 mm or 6 mm with a fold width of 13 mm. Then, after bending, the sheet is turned over with the edge up and this edge is “filled” without compacting (item 2). After this, the sheet is turned over again and laid so that it hangs over the edge of the workbench by 7 mm with a fold width of 11 mm or by 9 mm with a fold width of 13 mm (item 3).
Then use a mallet to make a second downward bend with an angle (item 4) so as not to crush the first bent edge. Then the sheet is turned over again (pos. 5) and the bent edge of the double folded edge is bent with a mallet to the sheet at an angle of about 45° (pos. 6).
In the same way, a double folded edge is prepared on another sheet or on the other edge of a long sheet.
To check whether the double folded edge is crushed somewhere, make a cleaning tool (item 7) and pass it through the folded part of the sheet along its entire length.
To join, the sheets are pushed into each other with their curved edges, hitting the end of the sheet with a mallet (pos. 8), then compacted and the fold is cut (pos. 9 and 10).
c) Preparation of a double fold according to the method of L. A. Lapshov
The method of manufacturing a double fold, proposed by production innovator L.A. Lapshov, differs from that described above in that it eliminates the operations of pushing and turning sheets. This simplifies and speeds up the work. Lapshov's method is as follows (Fig. 95).

Rice. 95. Preparation of a one-and-a-half fold according to the method of L. A. Lapshov
A second sheet is inserted into the folded edge of one sheet (Fig. 95, item 1) and both sheets are moved to the edge of the workbench by the width of the folded part.
Moving the support along the curved edge, using a mallet from below, bend the edge of the sheet to the required fold width upwards until it stops at the support (pos. 2). Then, using a mallet, the bent part is “dumped” onto the sheet and compacted (item 3). After this, with a second blow from the mallet from below, the resulting double edge is bent upward until it stops at the support (pos. 4). Then they bend the top sheet through the fold to the end, compact it and undercut the fold so that both sheets are in the same plane (items 5, 6 and 7).
d) Preparation of a one-and-a-half fold according to the method of L. A. Lapshov
For a one-and-a-half fold, the width of the folded side, including part of the allowance attributable to the thickness of the fold, on one sheet should be equal to one and a half width of the fold, and on the other sheet - 3.5 times wider than the fold. Consequently, the entire allowance for a one-and-a-half fold is equal to five times its width. For example, with a fold 10 mm wide, the allowance is 10x5 = 50 mm.
The fold is prepared as follows (Fig. 96).

Rice. 96. Preparation of a one-and-a-half fold according to the method of L. A. Lapshov
First, using a mallet, bend down a side with a width of 22 mm with a fold width of 8 mm, 27 mm with a width of 10 mm, 36 mm with a width of 12 mm, according to the markings (Fig. 96, item 1).
Then this side is “piled” onto a sheet of steel and compacted (item 2).
After this, a mark is drawn on the folded edge of the sheet at a distance of 6, 8 and 10 mm from the edge with a corresponding fold width of 8, 10 and 12 mm and a second fold is made upward without turning the sheet over. To do this, the sheet is shifted, aligning the drawn mark with the edge of the workbench, and, moving the support along the mark, the double edge of the sheet is bent upward with blows of the mallet from below. The bent part is again “filled” onto the sheet without compaction (items 3 and 4).
On the second sheet, bend a single edge with a width equal to the width of the second upward bend on the first sheet (item 5). Then both sheets are connected by curved edges (item 6) and compacted with blows of a mallet. After this, using a chisel and a hammer, bend the free edge of the one-and-a-half fold (pos. 7) and use a mallet to “fill” it onto the fold. The fold is compacted and undercut so that both sheets are in the same plane (pos. 8).
e) Preparation of corner folds
The preparation of a corner single closing fold is made in the same way as the preparation of a conventional single fold (Fig. 97).

Rice. 97. Preparation of a corner single fold
To assemble the sheets and connect the corner fold, a sheet with a bent standing edge is placed on the edge of the workbench and a second sheet with a bent bent edge is pushed onto it (Fig. 97, item 1). Then, using a mallet and support, the fold is compacted, “filled” (pos. 2) and leveled (pos. 3).
In a corner combined fold (Fig. 98), the width of the folded side of one of the joined sheets is equal to the width of the fold, and of the other - triple the width, therefore, the entire allowance is equal to four times the width of the fold.

Rice. 98. Preparation of a corner combined fold
The sequence of manufacturing a combined corner fold is as follows. First, using a mallet, bend down according to the markings (Fig. 98, item 1) a side 15 mm wide for a fold of 8 mm, 19 mm for a fold 10 mm wide, and 22 mm for a fold 1;2 mm wide. This board is “filled” on the sheet without compacting it with a mallet.
Then, on the bent edge of the sheet, a score is drawn at a distance from the edge of 8, 10 and 12 mm with a corresponding fold width of 8, 10 and 12 mm, the edge of the sheet is moved to the score at the corner of the workbench and the edge is bent downwards with a mallet (item 2). After this, the sheet is turned over and the edge is “filled” onto the sheet (item 3).
On the second sheet, bend an edge at a right angle with a width of 7, 9 and 11 mm with a corresponding fold width of 8, 10 and 12 mm (item 4), insert this edge into the bent edge of the first sheet (item 5) and bend the protruding part of the edge of the first sheet down, as shown in pos. 6. After this, the fold is compacted with a mallet.
f) Preparation of end transverse single and double standing and lying seams
The largest width of the end transverse fold is taken to be 9 mm when using steel weighing up to 5 kg/w 2; 11 mm - with steel weighing up to 6 kg/m2 and 13 mm - with steel weighing up to 8 kg/m2.
The end fold consists of a wide bent edge on one of the parts being joined and a narrow bent edge on the other.
A single fold is prepared as follows (Fig. 99).

Rice. 99. Preparing a single end fold manually
To fold the outer (larger) edge, a mark is made at a distance from the edge of the product of 15 mm with a fold width of 9 mm, 17 mm with a fold width of 11 mm and 20 mm with a fold width of 13 mm. Then the product is laid on a block, aligning the mark with its edge (Fig. 99, item 1), and with light blows of a hammer (narrow striker) begin flanging the edge of the product.
The flanging is carried out evenly along the entire length of the circumference, for which the product is constantly turned and gradually lowered down until the bead is bent at a right angle to the surface of the product (item 2).
After flanging, the bead is leveled with a wide hammer and a narrow edge with a width of 6, 7 and 8 mm is bent on it with a fold width of 9, 11 and 13 mm, respectively (items 3 and 4). This completes the preparation of the first part.
On the other part, the inner (smaller) edge is flanged with a width of 7, 8 and 10 mm, respectively, with a fold width of 9, 11 and 13 mm (item 5). Then insert this part into the first part and use a hammer on a block to connect both parts tightly, making a transverse standing seam (item 6).
To obtain a lying transverse seam, a standing seam is “filled” on a block (pos. 7) and compacted with a mallet. The fall should be dense, even, without gaps or tears. Inner surface connections should be smooth.
A double standing or lying flanged seam (Fig. 100) is prepared in the same way as a single seam.

Rice. 100. Preparing a double end fold manually
To flange the outer (larger) edge, draw a line at a distance from the edge of the part of 22, 26 and 34 mm, respectively, with a fold width of 9, 11 and 13 mm. The narrow edge on this edge is bent with a width of 7, 8 and 10 mm. On another part, the inner (smaller) edge is flanged with a width of 14, 17 and 22 mm, respectively, with a fold width of 9, 11 and 13 mm. Then the two parts are connected with a transverse single wide fold, as before stated above.
After this, using a hammer on the support (Fig. 100, item 1), this fold is bent and “filled up” (item 2), making a double standing seam to obtain a double lying seam; the resulting standing seam is “filled up” and compacted on a block (item 3) .
The construction of a private house is completed by roofing work. This stage is considered one of the most difficult and reliable. Moreover, difficulties are associated not only with the roof structure itself, but also with the choice of covering. This is quite difficult considering the huge variety of roofing materials that are on the market.
No matter how strong and durable the material is, the reliability of the finished roof covering will depend on the quality of the connection of the individual elements. Today, seam roofing is extremely popular, when laying it a special type of fastening is used.
Seam roofing, what is it?
Seam roofing is a continuous covering laid along the entire length of the slope. Its individual elements, folded panels or pictures, are connected to each other by special elements - folds.
Seam panels are metal sheets, the side edges of which are specially prepared for this type of connection.
To make a metal seam roof, you can use ready-made paintings (0.555x8 m) or roofing metal in rolls. In the latter case, special edge bending equipment is used, which is installed directly at the installation site. Manufactured picture panels can have folds different shapes, single or double, different lengths. In any case, they are rolled in one pass.
The metal for a seam roof can be of almost any type:
- copper;
- aluminum;
- steel;
- alloys of zinc and titanium.
On a note
Galvanized seam roofing, as a rule, has a polymer layer of pural, polyester, plastisol and others.
All of them are durable and simple, do not corrode. These materials are lightweight, easy to mold, and can take any shape, even the most bizarre.
Types of roof folding

Metal sheets have a tendency to thermal expansion, which can create certain complications when connecting. The penetration of water into the roofing pie can be prevented by laying a uniform waterproof layer on the sheathing under the seam roof. However, to achieve a rigid connection due to the change linear dimensions will be impossible. In this case, tension arises at the interface, which leads to possible significant deformations.
Experts consider the only reliable option for a mechanical connection to be the use of a special method - folding. By the way, the word “rebate” is of German origin and means “gutter” or “groove” in translation. It involves connecting the edges of adjacent paintings, which are bent in a special way. In this case, grooves are formed along them, which serve to drain water.
Seam connections are classified according to two parameters:
- appearance: recumbent, standing or corner rebate;
- degree of compaction: 1. single fold, 2. double fold (photo below).

The folds are rolled up mechanically manually or using a special tool, or electromechanically using special devices.
Main types of standing seams

- Single. This the simplest way connection, which is used when the seam roof is tilted from 10°.
- Angular. The special L-shape creates volume and provides the connection with an impressive appearance, so it is used mainly on “prominent” surfaces that have large area: facade, with a seam roof slope of more than 25°, etc.
- Double. This connection is more complicated. It is performed in two steps: first, create a corner fold and bend it at a right angle. New generation seam rolling equipment makes it possible to obtain a double seam seam on roof segments that are technically difficult to process. On small slopes it is better to solder them. Transverse thermal expansion occurs mainly at the base of the rebate, so it is necessary to provide a gap of up to 5 mm there.
The double fold protects the structure from the effects of precipitation, as well as melting snow, but it does not protect from standing water. That is why, according to SNiP, a seam roof must have an inclination angle of at least 10°.
On a note
However, if a special sealing tape is inserted into it before compressing the fold, the minimum slope threshold can be 3°.

- Today, another type of fold is used - self-latching. To connect them, you can limit yourself to a simple click.
Advantages and disadvantages
Seam roofing, like any other, has its advantages:
- the plane of the roof covering, assembled from double-seam paintings, is a solid sheet with a smooth surface from which water from precipitation and snow can easily flow off;
- light weight, which eliminates the need for reinforcement load-bearing structure and thus reduce costs;
- such a roof can be used for quite a long time - more than 50 years, given the high anti-corrosion resistance of the coating;
- high moisture resistance, which is explained by the reliability of the rebated lock and the minimum number of holes for fastenings. This level of tightness eliminates possible leaks;

- simple installation for a roof of any complexity, which you can handle with your own hands if you have a self-latching lock;
- waste when working with the material is minimal. For example, unused scraps of such expensive material generated during the installation of a seam roof can be moved to other areas. Moreover, unlike, say, such a coating does not require components. Thus, it is significantly more economical;
- Suitable for slopes of any length, both short and long.

Seam roofing also has disadvantages. Among the most important we note:
- laying an additional layer of sound insulation that will dampen noise from raindrops, etc.;
- mandatory installation of a lightning rod that minimizes the risk of static electricity that accumulates on the roof covering;
- the need for high-quality and expensive tools.
Installation instructions

How does the installation of seam panels take place, how can they be properly connected to ensure the durability and strength of the roof covering? Routing installation of a metal roof involves the sequential implementation of several stages:
- Sheets are produced that are specially prepared for folding. This process carried out in production conditions to order according to custom sizes. This allows you to obtain maximum accuracy when installing a seam roof. In parallel with the panels, shaped elements are also ordered, for example, overhangs or ridges and more.

- Metal sheets are attached using a special tool or by pressing for self-locking folds.
- They are attached to the sheathing. For this purpose, narrow strips of the same material as the sheets are used - “clasps”. During the bending process, one end of the fastener is inserted into the rebate, the other is fixed to the sheathing element.
For fastening use two various types clasps.
The territory of Russia is characterized by harsh climatic conditions, dominated by cold and high humidity. This explains the high demand for metal roofing among residents of the country. It is roofing steel that can be called the ideal protection of a structure from the effects of various atmospheric phenomena. Seam roofing is considered one of the current technologies, thanks to which the joints of metal sheets are completely sealed.
Seam roof installation
They call it a fold special kind joining sheets of metal, which served as the basis for the name of the roof. A seam joint is a special seam created by a self-locking edge. Vertical folds are the most popular, but horizontal joints are also found.
Specialists in roofing work There are several types of seam roofing:
- Standing single folds. They are made in the form of a single ridge along the edge metal sheet. To connect, the ridges of the sheets are placed one on top of the other and fixed to the sheathing using clamps.
- Standing double seams result from a double fold protruding above the surface of the roofing sheet. The vertical double seam of the roof guarantees the tightness of the connection.
- Recumbent single folds are formed by single folding of the edges of the sheet.
- Recumbent double folds are formed as a result of double folding of the edges of the sheet.
- Click seams are elements of a self-latching seam roof. This type assumes the presence of a decorative bend on one side and a spring-loaded click fold on the other side. Installation of the roof covering is easier and faster, since it is enough to snap the edge of the sheet onto the previous element.

The construction and repair of seam roofing can only be done by an experienced roofer, as the process requires a lot of patience and effort. With the advent of self-latching technology, seam roofing has become more accessible to connoisseurs of aesthetics and high quality.
Types of metal for the manufacture of rolled seam roofing
High quality and performance characteristics seam roofing are determined by the material for seam roofing.
Modern manufacturers offer several options:
- Steel sheets. Zinc alloyed steel is characterized by high waterproofing and anti-corrosion properties. To enhance these qualities, the surface of the sheet is coated with a polymer, which imparts color and protects the galvanic layer from damage. Unprotected galvanized steel costs less, but more often requires repair work.
- Coil or sheet copper. This material is characterized by attractiveness and durability. There is a smooth and textured copper roof or something similar to metal tiles. Copper is characterized by the absence of an oxidation reaction when combined with water; the cost of such a coating is quite high, but it pays off due to its decorative potential. When choosing copper for a seam roof, it is worth considering that according to the technology, fasteners and fittings must also be copper.
- Zinc-titanium alloy. For self-made For seam roofing, this alloy is used very rarely. This is explained by the fragile structure, which is capable of deformation when the slightest damage. It is recommended to work with the material only with special tools at a temperature not lower than -5 0 C. Among the advantages, special attention is drawn to the long service life and excellent corrosion resistance.

Sheet metal with curved edges for a seam joint is called a picture. In addition, rolled materials are produced, most often they are already ready for installation; it is enough to cut them into certain lengths and fix them on the sheathing.
Copper and titanium-zinc coatings require careful handling to prevent damage to the expensive material. It is also not recommended to step on the coating, scratch it or throw it. Careful handling helps extend the service life of standing seam roofing.
Main advantages
The main advantage of folding technology is the ability to operate in conditions harsh winter, which predominate in Russia.
In addition, pitched seam roofing has the following advantages:
- Protection high level from moisture penetration. Through such a seam, water is not able to penetrate under roof covering. Seam technology implies the absence of through holes.
- Light weight. The thickness of the sheets does not exceed 0.6 mm, which helps reduce the load on rafter system and the foundation of the building.
- Smooth surface. Seam roof slopes have a smooth surface along which rainwater and the snow mass rolls down without obstacles, without loading the roof and preventing its deformation.
- Long period of operation. High quality installation and correct operation, corresponding to the instructions from the manufacturer, extend the service life of the seam roof to 50-60 years.
- Fire resistance. Metal is incapable of burning, sustaining combustion, or melting.

Having decided on a seam roof, you should carefully study all the characteristics of the material. Special attention it is necessary to pay attention to the high thermal conductivity and resonating properties of the metal. The solution to the problem is to use high-quality thermal insulation and sound insulation. The ability of a metal to accumulate static electricity requires mandatory installation lightning rods
Installation of a pitched roof with a double seam
Not everyone is able to install or repair a seam roof on their own; most often this work is delegated to experienced roofers.
In general, the installation of such a roof is carried out according to the following scheme:
- On rafter legs nail the sheathing elements, maintaining a step of 20-25 cm; for a copper roof, the sheathing must be continuous.
- The seam roof also includes thermal insulation and waterproofing layer. At the same stage wooden elements the frame is treated with antiseptic agents.
- Next, they move on to making paintings using sheets or rolled material. They cut the metal with special scissors or a grinder. The edges are bent in accordance with the selected type of fold.
- The finished paintings are lifted up and secured to the crate using clamps. When laying material on a slope whose length exceeds 10 meters, movable clamps are used. This compensates for changes in the dimensions of the metal under the influence of changing temperatures.
- The joining of sheets is carried out with a special tool for seam roofing - a seam-rolling machine. This semi-automatic or automatic model allows you to speed up the installation process. You can use a hand bend and pliers to install the fold, but in this case the process may take a long time. Waterproofing is done with silicone sealant.
- In a certain place on the slope, holes are made for the chimney or ventilation, which must be protected from moisture with galvanized steel aprons or penetrations.

Installing a rolled seam roof not only simplifies the process, but also reduces the time it takes to complete it. From the rolls you can cut strips corresponding to the length of the slope. In this case, horizontal connections are completely eliminated, which minimizes the risk of leaks and increases the service life of the roofing material.
Current, stylish and reliable roofing material, which goes well with various architectural styles. Thanks to the classic lines, even the most conservative individuals will like this material.
The main feature of the double standing seam is its versatility, not only due to appearance, but also technical characteristics and fastening methods.
This roofing material is suitable for low-slope roofs and comes in a wide range of colors.
Specifications
- *the cost of a double standing seam is calculated based on a width of 625 mm (width of the workpiece)
Seam seam and its types
A type of seam seam guarantees the quality of the roof, its tightness and strength.
We use two types of seam:
The double standing seam is one of the most reliable, representing a longitudinal connection between adjacent seam panels. The edge of such a seam has a double bend. There is a very small chance that water will somehow get under the seam, or over time steel sheets will begin to disperse. In this case, the fold can be rolled either manually using special tools or using a folding machine.
Clickfold is also very durable. The two paintings are attached to each other without the use of special tools. This significantly saves the installation time of a seam roof.
Seam roofs have a huge range in price. Because folding is not a material, but a technology. The material can be any - budget (galvanized), elite (copper), intermediate options. Let's consider what it is, whether it is profitable or unprofitable, what the price per m2 of seam roofing is and how justified it is.
What is a fold?
A fold is a connection between two sheets of metal in which the edges are bent together in one direction once (single fold) or twice (double). The double fold is more reliable and airtight; it is used in all critical places (ridge, nodes).
The seam is formed in two steps: folding the fold (if you are working with sheet/roll material, and not with a finished picture) and crimping.
The electric machine does everything in one go.

Two or more sheets that are joined on the ground and in this form lifted onto the roof are called a picture. Paintings are also called blanks with already curved edges. Some materials (galvanized, copper) are sold not in sheets, but in rolls: on a small roof, the picture may not have a single fold, the slope along the entire length is covered with a single strip. There will be locks only on the connections between the paintings.
The fold can be standing or lying (the lock is bent parallel to the sheet). Recumbents connect horizontal stripes metal, the lock looks down along the drain line. Standing ones are made perpendicular to the ridge (along the slope). There are also paintings with self-locking folds; they are connected to each other according to the groove/ridge principle.

Advantages and disadvantages of seam roofs
Pros of standing seam roofing:
- light weight due to the small thickness of the metal (usually within 0.8 mm).
- due to the small thickness - flexibility, the ability to cover curved roofs;
- water resistance: the fold is more airtight than fastening with hardware.
- the roof is more susceptible to mechanical damage than metal profile coatings;
- any disadvantages metal roof: thermal conductivity, lack of sound insulation, electrical conductivity, electrostatics, the roof gets hot in the heat;
- Snow guards are definitely needed: due to the smooth surface, avalanches of snow are possible.

Durability and cost cannot be classified as either advantages or disadvantages: they depend on the material. The more expensive the material, the more durable the roof: simple galvanization lasts no more than 10-15 years, copper and zinc-titanium last more than half a century. They look the most elegant of all.
Articles on the topic
Basic rules for installing a seam roof
The roof can be laid using continuous or sparse sheathing. In the second case, you need to carefully follow the design step so that the coating does not sag. For the manufacture of sparse lathing the following are used:
- timber 5 by 5 cm, impregnated with antiseptic conifers, humidity no more than 12%;
- board 3.2 by 10, similar;
- metal profile with anti-corrosion coating (preferably used for paintings with self-locking folds).
If the sheathing is solid, a vapor diffusion film is placed on top of it, directly under the covering. If it’s sparse, then under it.

If there is insulation, the structure of the pie is as follows:
- thermal insulation material (placed between the rafters);
- counter-lattice;
- waterproofing membrane;
- sheathing.
Our works
Metal price for seam roofing
Approximate cost of material in Moscow:
- simple galvanizing, sheet 1 by 2 meters - from 400 rubles, service life 10-15 years;
- galvanization with a polymer coating lasts 15-30 years, depending on the polymer. The price is proportional to the durability. Polyester – from 400 per square meter;
- purex – from 500;
- pural – from 600;
- aluminum - from 1.5 thousand per square, lasts up to 50 years (warranty - 40);
- zinc-titanium from 3 thousand per square, lasts up to a century;
- copper – from 3 thousand to 150 years.
Prices are for sheet and roll materials. Metal for seam roofing can be supplied in the form of blanks with an already curved edge. In this case the price is not much higher. But the cost depends greatly on the manufacturer. 400-600 rubles for steel with a polymer coating - this is the price Russian stamps. Imported ones are 2 times more expensive. For example, polyester paintings with self-locking folds from Ruukki cost from 900 rubles per square, purals - from a thousand.
It should be noted that the acquisition expensive metals on the roof justifies itself: they are practically eternal, since they are not afraid of corrosion. From interaction with air and water, a patina forms on the surface. It does not reduce the strength of the material (like, say, iron oxide), but on the contrary, it prolongs it: a layer of patina reliably protects the sheets from corrosion. And it looks noble.
Concerning steel roofs- they, alas, do not last forever. Simple galvanizing has resistance external factors decreases as zinc is washed away.

To extend its service life, the roof is regularly painted oil paint(at least once every 2-3 years). Non-galvanized metal cannot be used on roofs (and in general for street work). Steel with a polymer coating is more reliable than simple galvanization, but the coating itself is very capricious. It is easy to scratch during installation, and if you do not immediately paint over the scratch polymer paint, corrosion will begin to develop at the site of damage.
For comparison, other popular roofing coatings should be mentioned.
Metal tiles cost on average about 300 rubles per square meter, and their service life is up to half a century.


She has too polymer coating, but there are advantages over standing seam roofing:
- well ventilated, suffers less from condensation;
- mechanically stronger: the profile waves serve as additional stiffening ribs.
Flexible tiles also cost about 300 rubles. Depending on the brand and model, it lasts from 20 to 50 years. Absolutely sealed. There are no disadvantages of metals: heat/sound/electrical conductivity. You cannot cover a curved roof with metal tiles, but you can with flexible ones. Unlike a seam roof (roof slope 7-30 degrees, optimal 10-15), bitumen tiles can cover slopes of any steepness, even negative surfaces.



Ceramic tiles do not belong to budget coatings, from 1000 rubles. The service life is practically unlimited: in Europe there are houses with ceramic roofs built two centuries ago and older. But, unlike all the roofings listed, ceramics are heavy. A reinforced rafter system is needed.