Mehanizacija i automatizacija proizvodnih procesa jedan je od glavnih smjerova tehničkog napretka. Svrha mehanizacije i automatizacije je olakšati ljudski rad, ostavljajući osobi funkcije održavanja i kontrole, povećati produktivnost rada i poboljšati kvalitetu proizvedenih proizvoda.
Riža. 3.2. Model manipulatora ASH-NYU-1, koristi se za mehanizaciju utovarnih operacija, uključujući utovar opreme
Mehanizacija- smjer razvoja proizvodnje, karakteriziran upotrebom strojeva i mehanizama koji zamjenjuju mišićni rad radnika (slika 3.2).
Prema stupnju tehničke savršenosti mehanizacija se dijeli na sljedeće vrste:
djelomična i mala mehanizacija, karakterizirana korištenjem jednostavnih mehanizama, najčešće pokretnih. Mala mehanizacija može pokriti dijelove kretanja, ostavljajući mnoge vrste rada, operacija i procesa nemehaniziranim. Mehanizmi male mehanizacije mogu uključivati kolica, jednostavnu opremu za dizanje itd.;
cjelovita, odnosno obuhvatna mehanizacija, obuhvaća mehanizaciju svih glavnih, pomoćnih, montažnih i transportnih operacija. Ova vrsta mehanizacije
karakterizira korištenje prilično složene tehnološke i manipulativne opreme.
Najviši stupanj mehanizacije je automatizacija. Automatizacija znači korištenje strojeva, instrumenata, uređaja, uređaja koji omogućuju provođenje proizvodnih procesa bez izravnog sudjelovanja osobe, ali samo pod njegovom kontrolom. Automatizacija proizvodnih procesa neminovno je povezana s rješavanjem procesa upravljanja koji također moraju biti automatizirani. Grana znanosti i tehnologije koja se bavi sustavima upravljanja automatskom opremom naziva se automatizacija. Automatizacija se temelji na upravljanju, kontroli, prikupljanju i obradi informacija o automatskom procesu pomoću tehničkih sredstava – posebnih instrumenata i uređaja. Sustav automatiziranog upravljanja (ACS) temelji se na korištenju suvremene elektroničke računalne tehnologije i elektroničko-matematičkih metoda u upravljanju proizvodnjom te je osmišljen kako bi pomogao poboljšati njezinu produktivnost.
Automatizacija proizvodni procesi također se dijele na dva dijela:
djelomična automatizacija obuhvaća dio izvedenih operacija, pod uvjetom da ostale operacije obavljaju ljudi. Izravan utjecaj na proizvod, odnosno obrada, u pravilu se obavlja automatski, a operacije utovara izradaka i ponovnog pokretanja opreme obavlja osoba. Takva oprema naziva se poluautomatska;
potpuna ili složena automatizacija, karakterizirana automatskim izvođenjem svih operacija, uključujući utovar. Osoba samo puni uređaje za punjenje radnim komadima, uključuje stroj, kontrolira njegove radnje, vrši podešavanja, mijenja alate i uklanja otpad. Takva oprema naziva se automatska. Ovisno o obujmu implementacije automatske opreme, razlikuju se automatske linije, automatske sekcije, radionice i tvornice.
Kao što je praksa pokazala, obična automatizacija i složene sheme automatizacije učinkovito se koriste samo u velikoj i masovnoj proizvodnji. U proizvodnji s više artikala, gdje su potrebne česte promjene protoka, obične sheme automatizacije su od male koristi. Oprema opremljena stacionarnim sustavima automatizacije ne dopušta prebacivanje na ručno upravljanje. Uobičajena automatizirana shema znači korištenje uređaja za punjenje (tobogani, ladice, lijevci, hranilice itd.) i opreme za obradu prilagođene za obavljanje automatskih operacija. Prerađeni proizvodi se uklanjaju pomoću uređaja za prihvat prerađenih proizvoda (predmetna stakla, pladnjevi, magazini i sl.).
Automatski operateri i mehaničke ruke, dugo korišteni u konvencionalnim shemama automatizacije, poslužili su kao prototipovi za novu vrstu automatizacije. Nova vrsta automatizacije pomoću industrijskih robota (IR) omogućuje rješavanje problema koji se ne mogu riješiti konvencionalnim shemama automatizacije. Industrijski roboti, prema njihovim programerima, dizajnirani su da zamijene ljude u teškom i zamornom radu koji je opasan po zdravlje. Temelje se na modeliranju motoričkih i izvršnih funkcija čovjeka.
Industrijski roboti rješavaju složene procese sklapanja proizvoda, zavarivanja, bojanja i druge složene tehnološke operacije, kao i utovar, transport i skladištenje dijelova. Nova vrsta automatizacije ima niz kvalitativno različitih svojstava koja PR-u daju značajne prednosti u odnosu na konvencionalne sheme:
visoka svojstva rukovanja, tj. sposobnost pomicanja dijelova duž složenih prostornih putanja;
vlastiti pogonski sustav;
sustav kontrole programa;
autonomnost PR-a, tj. da nije integriran u tehnološku opremu;
svestranost, tj. sposobnost premještanja različitih vrsta proizvoda u prostoru;
kompatibilnost s dovoljno velikim brojem vrsta tehnološke opreme;
prilagodljivost različitim vrstama rada i proizvodima koji se međusobno zamjenjuju;
mogućnost isključivanja PR-a i prebacivanja na ručno upravljanje opremom.
Ovisno o ljudskom sudjelovanju u procesima upravljanja roboti se dijele na biotehničke i autonomne.
Biotehnički- To su roboti za daljinsko kopiranje kojima upravljaju ljudi. Robot se može kontrolirati s daljinskog upravljača pomoću sustava ručki, poluga, tipki, gumba ili "stavljanjem" posebnih uređaja na ruke, noge ili tijelo osobe. Ovi uređaji služe za reprodukciju ljudskih pokreta na daljinu uz potrebno povećanje napora. Takvi se roboti nazivaju egzoskeletni roboti. Poluautomatski roboti također se svrstavaju u biotehničke robote.
Autonomna roboti rade automatski pomoću softverske kontrole.
U relativno dugoj povijesti razvoja robotike stvoreno je već nekoliko generacija robota.
Prva generacija robota(softverski roboti) karakterizirani su krutim programom djelovanja i elementarnom povratnom spregom. To obično uključuje industrijske robote (IR). Trenutno je ovaj robotski sustav najrazvijeniji. Roboti prve generacije dijele se na univerzalne, ciljane robote za dizno-transportnu skupinu i ciljne robote za proizvodnu skupinu. Osim toga, roboti su podijeljeni u standardne raspone veličina, redove prema maksimalnoj produktivnosti, radijusu servisa, broju stupnjeva mobilnosti itd.
Roboti druge generacije(osjećajni roboti) imaju koordinaciju pokreta s percepcijom. Upravljački program za ove robote provodi se pomoću računala.
DO roboti treće generacije uključuju robote s umjetnom inteligencijom. Ovi roboti stvaraju uvjete za zamjenu čovjeka u polju kvalificirane radne snage i imaju sposobnost prilagodbe tijekom proizvodnog procesa. Roboti treće generacije mogu razumjeti jezik, mogu voditi dijalog s osobom, planirati ponašanje itd.
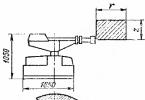
Provodeći sveobuhvatnu automatizaciju tehnoloških procesa na gradilištima, radionicama i tvornicama, stvaraju robotske tehnološke komplekse (RTC). Robotski tehnološki kompleks je zbirka tehnološke opreme i industrijskih robota. RTK se nalazi u određenom prostoru i namijenjen je za jednu ili više operacija u automatskom načinu rada. Oprema uključena u RTK podijeljena je na opremu za obradu, opremu za servisiranje i opremu za nadzor i upravljanje. Oprema za obradu uključuje osnovnu opremu za obradu koja je modificirana za rad s industrijskim robotima. Servisna oprema sadrži uređaj za postavljanje dijelova na ulazu u robotski kompleks, međuoperacijske transportne i skladišne uređaje, uređaje za prihvat prerađenih proizvoda, kao i industrijske robote (slika 3.3). Oprema za nadzor i upravljanje osigurava način rada RTK i kvalitetu proizvoda.
 sl. 3.3. Podni robot s vodoravnom uvlačivom rukom i mehanizmom za podizanje konzole PR-4
sl. 3.3. Podni robot s vodoravnom uvlačivom rukom i mehanizmom za podizanje konzole PR-4
Povećanje učinkovitosti korištenja industrijskih robota olakšava se racionalnim smanjenjem dometa robota i poboljšanjem njihove prilagodljivosti. To se postiže upisivanjem PR. Provodi se sveobuhvatna analiza proizvodnje, grupiranje robotskih objekata i utvrđivanje vrsta i glavnih parametara proizvodnog procesa. Tipizacija robota je osnova za razvoj njihove unifikacije, koja bi trebala biti usmjerena na osiguranje mogućnosti stvaranja robota putem agregacije. Da bi se osiguralo načelo agregacije, standardizacija se provodi: 1) priključne dimenzije pogona, prijenosnih mehanizama i povratnih senzora; 2) niz izlaznih parametara pogona (snage, brzine itd.); 3) način komunikacije programskih upravljačkih uređaja s izvršnim i mjernim uređajima.
Rezultat rada na objedinjavanju PR trebao bi biti izrada njihovog optimalnog tipa i sustava agregatno-modularne konstrukcije. Agregatno-modularni sustav za konstruiranje industrijskih robota je skup metoda i sredstava koji osiguravaju konstruiranje različitih standardnih veličina robota s ograničenim brojem unificiranih jedinica (modula i sklopova). Omogućuje korištenje minimalnog broja komercijalno proizvedenih funkcionalnih jedinica, koje su odabrane iz posebnih industrijskih kataloga. To omogućuje brzu rekonstrukciju sustava robotskih strojeva za proizvodnju novih proizvoda u proizvodnji s više artikala. Fleksibilna automatizirana proizvodnja (GAP) temelji se na PR-u s agregatno-modularnom strukturom.
Planiranje uvođenja mehanizirane i automatizirane opreme povezano je s analizom proizvodnje. Analiza proizvodnje svodi se na utvrđivanje niza uvjeta koji doprinose korištenju ove opreme. Proizvodnja koja uključuje upotrebu teškog ručnog rada nije predmet analize. Mehanizacija i automatizacija teškog fizičkog rada primarna je zadaća i ne ovisi o rezultatima ekonomskih proračuna.
Projektiranje mehanizacije i automatizacije tehnoloških procesa mora započeti analizom postojeće proizvodnje. Tijekom analize razjašnjavaju se i razjašnjavaju one značajke i specifične razlike na temelju kojih se odabire jedna ili druga vrsta opreme. Predprojektna faza razvoja mehanizacije i automatizacije proizvodnih procesa uključuje rješavanje niza problema.
1. Analiza programa puštanja proizvoda u promet uključuje proučavanje: godišnjeg programa puštanja proizvoda u promet, stabilnosti i izgleda za puštanje u promet; stupanj unifikacije i standardizacije; specijalizacija i centralizacija proizvodnje; ritam proizvodnje; promet robe (vozarina je ukupna težina ulaznog i izlaznog tereta – za poslove utovara). Mora se imati na umu da učinkovitost mehanizacije i automatizacije procesa uvelike ovisi o programu proizvodnje proizvoda. Uređaji mehanizacije i automatizacije u masovnoj i maloj proizvodnji značajno će se razlikovati.
2. Analiza tehnološkog procesa izrade proizvoda koji podliježu mehanizaciji i automatizaciji obuhvaća: utvrđivanje pogodnosti tehnološkog procesa za mehanizaciju i automatizaciju; utvrđivanje nedostataka postojećeg tehnološkog procesa; određivanje intenziteta rada glavnih i pomoćnih operacija;
usporedba trenutnih načina proizvodnje s načinima preporučenim u referentnim knjigama; analiza korištenja grupne tehnologije; podjela tehnološkog procesa na klase.
Prva glavna klasa uključuje procese koji zahtijevaju orijentaciju obratka (dijela) i karakterizirani su prisutnošću obrađenog alata. Ovi procesi su karakteristični za glavni asortiman proizvoda koji se proizvode rezanjem, prešanjem ili sklapanjem, kontroliranjem, itd. Druga glavna klasa uključuje procese koji ne zahtijevaju orijentaciju obratka (dijela); oni koriste radno okruženje umjesto alat za obradu. To uključuje toplinsku obradu, prevrtanje, pranje, sušenje itd.
Prva prijelazna klasa uključuje procese koji zahtijevaju orijentaciju izratka (dijela), ali nema alata, a njegovu ulogu ima radna okolina; nanošenje lokalnih premaza, kontrola tvrdoće magnetiziranjem itd. Druga prijelazna klasa uključuje postupke koji ne zahtijevaju orijentaciju izratka (dijela), već uključuju alat za obradu; proizvodnja dijelova metalurgijom praha, proizvodnja metalokeramičkih i keramičkih dijelova i dr.
3. Analiza dizajna proizvoda, uz utvrđivanje jasnoće obrade proizvoda i potpunosti tehničkih zahtjeva za izrađeni dio; ispituju se oblik, dimenzije, materijali, težina proizvoda i utvrđuje prikladnost za pojedinu vrstu mehanizacije i automatizacije.
4. Odabir informacija o različitim vrstama mehanizacije i automatizacije. Prije početka rada moraju se upoznati sve tehnike i tehnološke sheme, kao i oprema, uređaji i sredstva kojima industrija vlada. Prije odluke traže se podaci o proizvodnji sličnih proizvoda u zemlji i inozemstvu.
5. Ekonomski proračun učinkovitosti predložene mehanizacije i automatizacije proizvodnje.
6. Izrada i odobravanje preporuka za promjenu postojećih uvjeta proizvodnje. Preporuke se razvijaju na temelju analize i mogu uključivati: unificiranje, tj. dovođenje proizvoda sličnog dizajna u jednu standardnu veličinu; mijenjanje slijeda tehnoloških operacija ili korištenje potpuno novog progresivnog tehnološkog procesa; korištenje skupnog tehnološkog procesa proizvoda koji su slični po dizajnu; korištenje nove vrste proizvoda; pojašnjenje i, ako je potrebno, promjena tehničkih zahtjeva crteža; promjena oblika i veličine proizvoda; promjena materijala proizvoda.
7. Donošenje odluke o korištenju određenog principa mehanizacije i automatizacije i izrada tehničke specifikacije za razvoj.
Daju se informacije o različitim aspektima i vrstama automatizacije strojarstva, uključujući složenu automatizaciju dizajna i proizvodnje proizvoda, automatizaciju procesa montaže. Značajan
pozornost se posvećuje značajkama projektiranja tehnoloških procesa u uvjetima automatizirane proizvodnje, matematičkom modeliranju u tehnološkim sustavima, automatizaciji tehnološkog projektiranja
procesi i upravljanje tehničkim objektima i procesima. Razmatraju se pitanja formiranja virtualnih proizvodnih sustava temeljenih na distribuiranim proizvodnim sustavima, korištenje CALS tehnologija i informacijskih tehnologija u projektiranju i održavanju proizvoda u fazama njihovog životnog ciklusa.
Za studente koji studiraju u područjima izobrazbe “Tehnologija, oprema i automatizacija strojograđevne proizvodnje”, “Projektiranje i tehnološka podrška strojograđevne proizvodnje”, “Automatizirano
tehnologije i proizvodnje." Može biti korisno stručnjacima koji rade u području tehnologija strojarstva.
BIBLIOGRAFIJA:
1. Automatizacija projektiranja tehnoloških procesa u strojarstvu / Ed. N.M. Kapustina. - M.: Strojarstvo, 1985.
2. Automatizacija projektiranja tehnoloških procesa i opreme / ur. A.G. Rakovich, G.K. Goransky, L.V. Gubich, V.I. Makhnach i dr. - Minsk, ITK AN Bjelorusija, 1997.
3. Automatizirani sustavi za projektiranje tehnoloških procesa proizvodnje mehaničkih sklopova / Ed. N.M. Kapustina. - M.: Strojarstvo, 1979.
4. Andreev G.N., Novikov V.N., Skhirtladze A.G. Projektiranje tehnološke opreme za strojograđevnu proizvodnju. - M.: Viša škola, 2002.
5. Andryushchenko V.A. Sustavi za praćenje opreme za automatiziranu montažu. - L.: Strojarstvo, 1979.
6. Basharin A.V., Novikov V.A., Sokolovski G.G. Upravljanje električnim pogonom. — L.: Energoizdat. Lenjingradska podružnica, 1982.
7. Ventzel E.S. Operacijska istraživanja: ciljevi, primjeri, metodologija. - M.: Nauka, 1988.
8. Voronenko V.P., Skhirtladze A.G., Bryukhanov V.P. Automatizirana proizvodnja. - M.: Viša škola, 2001.
9. Fleksibilni proizvodni kompleksi / Ed. P.N. Belyanina, V.A. Leščenko. - M.: Strojarstvo, 1984.
10. Gzhirov R.I., Serebrenitsky P.P. Programiranje obrade na CNC strojevima. - L.: Strojarstvo, 1990.
11. Interaktivno projektiranje tehnoloških procesa. N.M. Kapustin, V.V. Pavlov, L.A. Kozlov i drugi - M.: Mašinostroenie, 1983.
12. Evgenev G.B. Sistemologija inženjerskih znanja. - M.: Izdavačka kuća. MSTU im.
Bauman, 2001. (enciklopedijska natuknica).
13. Kapustin N.M. Razvoj tehnoloških procesa obrade dijelova na alatnim strojevima pomoću računala. - M.: Strojarstvo, 1976.
14. Kapustin N.M., Vasiliev G.N. Automatizacija projektiranja i tehnološkog projektiranja. Sustav za projektiranje potpomognut računalom. U 9 knjiga. Knjiga 6. - M.: Viša škola, 1986.
15. Kapustin N.M., Dyakonova N.P., Kuznetsov P.M. Automatizacija strojarstva / Ed. N.M. Kapustina. - M.: Viša škola, 2002.
16. Kapustin N.M., Kuznetsov P.M. Strukturna sinteza u automatiziranom dizajnu tehnoloških procesa dijelova pomoću genetskih algoritama // Information Technologies, 1998. No. 4. P. 34-37.
15. Kapustin N.M., Kuznetsov P.M. Formiranje virtualnog proizvodnog sustava za proizvodnju proizvoda u distribuiranim sustavima // Mashinostroitel. 2002. br. 6. str. 42-46.
16. Kozyrev Yu.G. Industrijski roboti: imenik. - M.: Strojarstvo, 1988.
17. Kuznetsov M.M., Usov B.A., Starodubov V.S. Projektiranje automatizirane proizvodne opreme. - M.: Strojarstvo, 1987.
18. Strojevi za rezanje metala i automatski strojevi / Pod. izd. KAO. Pronikova. - M.: Strojarstvo 1981.
19. Kuropatkin P.V. Optimalni i adaptivni sustavi. - M.: Viša škola, 1980.
20. Modeliranje robotskih sustava i fleksibilna automatizirana proizvodnja / Ed. N.M. Makarova. U 9 knjiga. Knjiga 5. - M.: Viša škola, 1986.
22. Strojarstvo. Enciklopedija. odjeljak III. Tehnologija strojne proizvodnje / Ed. P.N. Belyanina. - M.: Strojarstvo, 2000.
23. Mukhin A.V. Novi koncepti organizacije industrijske proizvodnje // Znanost o proizvodnji. 2001. br. 5. str. 2 - 7.
24. Norenkov I.P. Principi konstrukcije i strukture. Sustavi za projektiranje potpomognuti računalom. U 9 knjiga. Knjiga 1. - M.: Viša škola, 1986.
25. Norenkov I.P. CAD razvoj. - M.: Izdavačka kuća MSTU im. N. E. Bauman. 1994. godine.
26. Norenkov I.P. Osnove projektiranja uz pomoć računala. - M.: Izdavačka kuća MSTU im. N. E. Bauman, 2000. (monografija).
27. Osnove automatizacije proizvodnje strojeva / Pod. izd. Yu.M. Solomenceva. - M.: Viša škola, 1999.
28. Norenkov I.P., Kuzmin P.K. Informacije o podršci za proizvode visoke tehnologije. - M.: Izdavačka kuća MSTU im. N. E. Bauman, 2002. (monografija).
29. Pavlov V.V. Tipični matematički modeli u CAD TP. - M.: Moststankin, 1989.
30. Pavlov VV CALS tehnologije u strojarstvu (matematički modeli). - M.: Izdavačka kuća MSTU Stankin, 2002.
31. Softversko upravljanje alatnim strojevima / Ed. V.L. Sosonkina. - M.: Strojarstvo, 1981.
32. Pavlov V.V. CALS tehnologije u strojarstvu (matematički modeli). - M.: Izdavačka kuća MSTU Stankin, 2002.
33. Robotski proizvodni kompleksi / Ed. JUG. Kozyreva, A.A. Kudinova. - M.: Strojarstvo, 1987.
34. Priručnik tehnologa strojarstva / Ed. prije podne Dalsky. U 2 sveska - M.: Mashinostroenie, 2001. “Izdavačka kuća strojarstvo - 1.”
35. Skhirtladze A.G., Sokolov V.I., Fadeev V.A. Strojevi za rezanje metala s programskim upravljanjem i izradom programa. - Harkov: Viša škola, 1992.
36. Tehnologija strojarstva. Osnove tehnologije strojarstva / Ed. prije podne Dalsky. U 2 sveska T. 1. - M.: Izdavačka kuća MSTU im. N. E. Bauman, 1997.
37. Tehnologija strojarstva. Strojna proizvodnja / Ed. G.N. Melnikova. U 2 sveska T. 2. - M.: Izdavačka kuća MSTU im. N.E. Bauman, 1998. (enciklopedijska natuknica).
38. Tehnologija proizvodnje vozila na gusjenicama i kotačima / Ed. N.M. Kapustina. - M.: Strojarstvo, 1989.
39. Trudonoshin V.A., Pivovarova N.V. Matematički modeli tehničkih objekata. U 9 knjiga. Knjiga 4. - M.: Viša škola, 1986.
Ova znanstvena disciplina nastala je u našoj zemlji dvadesetih godina prošlog stoljeća u vezi s naglim rastom domaćeg strojarstva. Njegov razvoj omogućio je niz sovjetskih znanstvenika i inženjera te proizvodnih inovatora. Njegov nastanak temelji se na djelima P.L. Chebysheva, I.A. Thieme i drugi znanstvenici, kao iu sovjetsko vrijeme, znanstvenici i tehnolozi: Sokolovski, Kovan, Matalin, Balakshin, Novikov. Daljnje formiranje i razvoj ove teme ogleda se u djelima I.I. Artobolevsky, V.I. Dikushin, A.P. Vladzievsky, L.N. Koshkina, G.A. Shaumyan i drugi domaći znanstvenici.
Automatizacija proizvodnih procesa jedno je od područja razvoja nacionalnog gospodarstva. To je zbog činjenice da automatizacija proizvodnje otvara neograničene mogućnosti za produktivnost društvenog rada. Osim što povećava produktivnost rada, olakšava i radikalno mijenja prirodu rada, čini ga kreativnim i briše razliku između umnog i fizičkog rada.
Mehanizacija i automatizacija omogućuje poboljšanje kvalitete proizvoda, sigurnost i iskoristivost opreme, au nekim slučajevima i intenziviranje načina rada opreme.
Problem automatizacije proizvodnje otvara i socioekonomska pitanja. U modernom društvu automatizacija proizvodnje je sredstvo za postizanje maksimalne dobiti i oružje u borbi protiv konkurencije. Ovi i niz drugih pozitivnih čimbenika tjeraju nas da posvetimo ozbiljnu pozornost mehanizaciji i automatizaciji.
Stvarni ekonomski učinak dobiven kao rezultat mehanizacije i automatizacije uvelike ovisi o specifičnim uvjetima pod kojima se i za rješavanje proizvodnih problema koriste sredstva i metode mehanizacije i automatizacije. Mehanizacija, a posebno automatizacija strojograđevne proizvodnje zahtijeva značajna kapitalna ulaganja. Ako je objekt automatizacije uspješno odabran, ti se troškovi brzo nadoknađuju. Visoka ekonomska učinkovitost postiže se u kratkom vremenu, a ako slijedite put "potpune" automatizacije, tada umjesto ušteda možete dobiti gubitke. Stoga svaki stručnjak strojarstva mora imati jasno razumijevanje tehničkih mogućnosti sredstava mehanizacije i automatizacije i moći ih pravilno odabrati u svakom konkretnom slučaju s najvećom učinkovitošću.
2. Osnovni pojmovi i definicije: mehanizacija, automatizacija, pojedinačna i složena mehanizacija i automatizacija. Faze automatizacije
Mehanizacija je smjer razvoja proizvodnje u kojem se fizički rad radnika povezan s provedbom proizvodnog procesa ili njegovih sastavnih dijelova prenosi na stroj. Primjeri mehanizacije su: korištenje steznih glava na pneumatski i hidraulički pogon, umjesto uobičajenog pomicanja vijka čeljusti ručno pomoću ključa; pomicanje pinola konja tokarilice, brzo pomicanje nosača ili stola stroja pomoću električnih, pneumatskih ili hidrauličkih nosača. Mehanizacija olakšava rad radniku. Istodobno, radnje usmjerene uglavnom na upravljanje procesom proizvodnje ostaju na radniku. Oni su uključeni u radni ciklus stroja. Mehanizacija može biti djelomična ili potpuna ili, kako se zove, složena.
Djelomična mehanizacija- ovo je mehanizacija dijela pokreta potrebnih za izvođenje proizvodnog procesa: bilo glavnog pokreta, ili pomoćnih i instalacijskih pokreta, ili pokreta povezanih s kretanjem proizvoda s jednog položaja na drugi.
Kompletna ili složena mehanizacija- mehanizacija svih glavnih, pomoćnih, montažnih i transportnih pokreta koji se izvode u procesu proizvodnje. Uz složenu mehanizaciju, servisno osoblje provodi samo operativnu kontrolu proizvodnog procesa, uključujući i isključujući potrebne mehanizme u pravim trenucima i kontrolirajući način i prirodu njihovog rada.
Daljnji razvoj mehanizacije dovodi do automatizacije proizvodnje. Oni. automatizacija je smjer razvoja proizvodnje u kojem se osoba oslobađa ne samo teškog fizičkog rada, već i operativnog upravljanja mehanizmima ili strojevima.
Postoji razlika između djelomične i složene automatizacije. Koncept "djelomična automatizacija" povezana je s automatizacijom samo jedne strukturne komponente svih sustava. Na primjer, automatizacija pojedinih elemenata cjelokupnog ciklusa rada stroja. Primjeri ove vrste automatizacije: opremanje strojeva uređajima za punjenje, automatizacija dovoda i uklanjanja nosača, stolova, skladištenja, kao i uklanjanje strugotine itd., tj. opremanje uređajima koji djelomično automatiziraju upravljanje i održavanje alatnih strojeva. Ako govorimo o tehnološkom procesu općenito, onda je, primjerice, jedna od deset operacija automatizirana. Složenu automatizaciju karakterizira prijenos obrade dijelova, na primjer, sa strojeva opće namjene na automatske linije, pogone, radionice i automatske tvornice. Ovaj smjer karakterizira kontinuirana obrada, a obrada dijelova, njihova kontrola, transport, računovodstvo, skladištenje, kao i uklanjanje strugotine itd. su automatizirani.
Primjer složene automatizirane proizvodnje je proizvodnja kotrljajućih ležajeva, gdje se proizvodnja ležajeva, od prirobaka do pregleda i pakiranja, odvija pomoću kompleksa automatizirane opreme.
Na složena automatizacija Uz prethodno navedene prednosti svojstvene automatizaciji općenito, osigurana je mogućnost kontinuiranog rada u jednom toku. Nema potrebe za međuskladištima, smanjuje se trajanje proizvodnog ciklusa, pojednostavljuje planiranje proizvodnje i računovodstvo proizvedenih proizvoda. Ovdje se najpotpunije i najučinkovitije kombiniraju dva principa - automatizacija i kontinuitet proizvodnog procesa. Integrirana automatizacija proizvodnje radikalno je i odlučujuće sredstvo za povećanje produktivnosti rada i kvalitete proizvoda, smanjenje troškova.
Stupanj automatizacije proizvodnih procesa može varirati. razlikovati tri stupnja automatizacije.
Na prva razina automatizacije, radnik se potpuno oslobađa fizičkog rada (tijekom rada stroja), uključujući rad na upravljanju proizvodnim procesom. On provodi početno podešavanje stroja, nadzire stroj i otklanja odstupanja od normalnog rada. Prvi stupanj automatizacije osigurava otvoreni sustav automatskog upravljanja (bez povratne veze). Primjer bi bili: automatski revolverski tokarilice, viševretene automatske tokarilice i drugi strojevi i strojevi s bregastim mehanizmima. U ovom slučaju, brijeg osigurava određeni redoslijed, smjer, veličinu i brzinu kretanja pokretača.
U druga faza Automatizacija koristi zatvorene automatske upravljačke sustave s povratnom spregom, koji ne samo da osiguravaju izvršenje zadanog programa, već i automatski, bez intervencije radnika, reguliraju i održavaju normalne uvjete rada stroja. Rad radnika u ovom slučaju svodi se uglavnom na početno postavljanje stroja. Uzmimo, na primjer, okretanje dugih osovina. Tijekom tokarenja trošenje glodala dovodi do povećanja promjera rezanja, a ako promjer rezanja mjerimo aktivnim kontrolnim uređajem i na temelju rezultata tih mjerenja automatski unosimo korekciju postavki stroja (pomaknemo glodalo u željenom smjeru), tada ćemo imati automatski sustav upravljanja koji održava normalne radne uvjete.
Posebnost treća faza Automatizacija je sposobnost upravljačkog sustava da izvodi logičke operacije za odabir optimalnih radnih uvjeta za stroj. Osim uređaja s povratnom spregom, takvi sustavi upravljanja imaju uređaje za rješavanje logičkih problema (računski strojevi), koji omogućuju obavljanje rada u optimalnim uvjetima, uzimajući u obzir varijabilnost vanjskog i unutarnjeg načina rada stroja. Takvi strojevi su samovozeći. Na primjer, strojevi s računalom povezanim s njima, optimiziranje obrade na temelju minimalne hrapavosti ili osiguranje maksimalnog uklanjanja metala.
3. Pojmovi i definicije: automatski, poluautomatski, GPS, automatska linija
Automatski naziva se radni stroj (sustav strojeva), tijekom izvođenja tehnološkog procesa na kojem se svi elementi ciklusa rada (radni i prazni hodovi) izvode automatski. Ciklus se ponavlja bez ljudske intervencije. Kod najjednostavnijih strojeva osoba podešava stroj i upravlja njegovim radom. U naprednijim sustavima automatski se kontrolira količina i kvaliteta proizvoda, podešava i mijenja alat, dopremaju se početni obradaci i materijali, uklanjaju strugotine itd.
Poluautomatski naziva se radni stroj, čiji se radni ciklus automatski prekida na kraju operacije koja se izvodi. Za nastavak ciklusa (pokretanje poluautomatskog stroja) potrebna je intervencija čovjeka koji postavlja i uklanja izratke, pokreće stroj i kontrolira njegov rad, mijenja i podešava alat.
Termini i definicije vrsta fleksibilnih proizvodnih sustava utvrđeni su GOST 26228-84.
Fleksibilni proizvodni sustav (FMS)- skup ili zasebna jedinica tehnološke opreme i sustava za osiguranje njegovog rada u automatskom načinu rada, koji ima svojstvo automatizirane promjene u proizvodnji proizvoda proizvoljnog asortimana unutar utvrđenih granica njihovih karakteristika.
Prema organizacijskoj strukturi Državna vatrogasna služba podijeljena je na sljedeće razine:
· fleksibilni proizvodni modul - prva razina;
· fleksibilna automatizirana linija i fleksibilna automatizirana sekcija - druga razina;
· fleksibilna automatizirana radionica - treći stupanj;
· fleksibilno automatizirano postrojenje - četvrta razina;
Na temelju razina automatizacije, GPS sustavi se dijele na sljedeće stupnjeve:
· fleksibilni proizvodni kompleks – prva faza;
· fleksibilna automatizirana proizvodnja - druga faza.
Ako nije potrebno navesti razinu organizacijske strukture proizvodnje ili razine automatizacije, tada se koristi opći pojam “fleksibilni proizvodni sustav”.
Fleksibilni proizvodni modul (FMM)- ovo je fleksibilan proizvodni sustav koji se sastoji od jedinice tehnološke opreme, opremljene uređajem za automatizirano programsko upravljanje i alatima za automatizaciju procesa; autonomno funkcioniranje, obavljanje višestrukih ciklusa i mogućnost integracije u sustav više razine. Poseban slučaj GPM-a je robotski tehnološki kompleks (RTC), pod uvjetom da se može integrirati u sustav više razine. Općenito, GPM uključuje skladišne uređaje, uređaje, satelite (palete, uređaje za utovar i istovar, uključujući industrijske robote (IR), uređaje za zamjenu opreme, uklanjanje otpada, automatiziranu kontrolu, uključujući dijagnostiku, ponovno podešavanje itd.
Fleksibilna automatizirana linija (GAL)- GPS, koji se sastoji od nekoliko fleksibilnih proizvodnih modula, objedinjenih automatiziranim sustavom upravljanja, u kojem je tehnološka oprema smještena u prihvaćenom slijedu tehnoloških operacija.
Fleksibilni automatizirani odjeljak (GAU)- GPS, koji se sastoji od nekoliko fleksibilnih proizvodnih modula, objedinjenih automatiziranim sustavom upravljanja, koji rade duž tehnološke rute, što omogućuje promjenu slijeda korištenja tehnološke opreme.
Fleksibilna automatizirana radionica (GAS)– GPS, koji je skup fleksibilnih automatiziranih linija i (ili) fleksibilnih automatiziranih odjeljaka, namijenjenih za proizvodnju proizvoda određenog asortimana.
Fleksibilno automatizirano postrojenje (GAZ)– GPS, koji je skup fleksibilnih automatiziranih radionica dizajniranih za proizvodnju gotovih proizvoda u skladu s glavnim planom proizvodnje.
Date definicije ne pokrivaju pojmove kao što su: automatska linija, automatska sekcija, radionica, pogon. ENIMS nudi sljedeće definicije:
Automatska linija (LA)– skup tehnološke opreme instalirane u slijedu tehničkog procesa obrade, povezane automatskim transportom i opremljene uređajima za automatsko utovar i istovar i zajedničkim sustavom upravljanja ili više međusobno povezanih sustava upravljanja.
Prema stupnjevima automatizacije razlikuju se dvije vrste GPS-a:
Fleksibilni proizvodni kompleks (FPC) je fleksibilni proizvodni sustav koji se sastoji od nekoliko fleksibilnih proizvodnih modula, objedinjenih automatiziranim sustavom upravljanja i automatiziranim transportno-skladišnim sustavom, koji rade autonomno u zadanom vremenskom intervalu i imaju mogućnost integracije u sustav više razine automatizacije.
Fleksibilna automatizirana proizvodnja (FAP)– GPS, koji se sastoji od jednog ili više proizvodnih kompleksa, ujedinjenih automatiziranim sustavom upravljanja proizvodnjom i automatiziranim transportno-skladišnim sustavom, te obavlja automatizirani prijelaz na proizvodnju novih proizvoda.
IS-PRO za strojarska poduzeća
PDM - Product Data Management (sustav za upravljanje podacima o proizvodu)
CAPP - Computer-Aided Process Planning (automatizirani sustav za tehnološku pripremu proizvodnje)
DSE - dio ili montažna jedinica
SSZ - smjensko-dnevni zadatak
SSI - struktura i sastav proizvoda
PKM - nabavni materijali
PKI - kupljene komponente
Sustav IS-PRO ima arhitektonske i funkcionalne mogućnosti potrebne za rješavanje problema upravljanja glavnom i pomoćnom proizvodnjom u poduzećima strojarstva.
Osnova za upravljanje proizvodnjom u industrijskim poduzećima je sustav dizajna i tehnoloških podataka o proizvodima.
IS-PRO po strukturi, složenosti i fleksibilnosti svojih informacijskih objekata dovoljno odgovara strukturi, složenosti i fleksibilnosti objekata PDM i CAPP sustava (PDM sklop), s kojima je potrebno osigurati interakciju na procese i podatke u okviru industrijskih rješenja.
Glavni ciljevi
ERP funkcionalnost bilo kojeg sustava upravljanja inženjerskim poduzećem (u smislu upravljanja troškovima, nabave, prodaje itd.) može imati praktičnog smisla samo ako je osigurana kvaliteta, cjelovitost i pravodobnost prijenosa promjena iz PDM kruga u ERP krug.
IS-PRO nudi skup mogućnosti, kako arhitektonskih tako i funkcionalnih, te usluga, za rješavanje osnovnih problema upravljanja. Rješavanje ovih problema osigurava kvalitetnu implementaciju bilo koje dodatne funkcionalnosti.
Glavne zadatke treba logično identificirati, kako sa gledišta korištenja od strane poduzeća tako i sa gledišta procesa implementacije. To su sljedeći zadaci:
Upravljanje regulatornim i referentnim informacijama o strukturi i sastavu proizvoda (uključujući standarde potrošnje materijala), raspon nabavljenih materijala i proizvoda (PCM i PKI);
- Upravljanje regulatornim i referentnim informacijama u vezi s rutom i operativnim tehnologijama;
- Planiranje proizvodnje materijala;
- Logistički menadžment;
- Upravljanje potrošnjom PCM i PKI u proizvodnji;
- Planiranje proizvodnje dijelova i montažnih jedinica (međuprodajni i unutarprodajni krugovi);
- Planiranje agregata i završne montaže;
- Otpremanje i praćenje tijeka proizvodnje dijelova i sklopnih jedinica (DSE);
- Upravljanje montažom i puštanjem u promet gotovih proizvoda;
- Otpremanje i praćenje napretka montaže;
- Računovodstvo, analiza i optimizacija troškova rada proizvodnog osoblja;
- Upravljanje kvalitetom i osiguranje sljedivosti materijala i rada.
Naravno, ovaj popis nije ograničen na zadatke automatizacije u poduzeću za izgradnju strojeva. Ali upravo ti zadaci gotovo 100% određuju razinu profitabilnosti i konkurentnosti poduzeća. Ovi zadaci su osnovni, jer je svaka druga automatizacija upravljanja poduzećem nemoguća bez njihovog rješavanja.
Tipična rješenja ovih problema temeljena na IS-PRO postoje u širokom rasponu zahtijevane složenosti i potpunosti.
IS-PRO metodologija za strojarstvo
Praktična vrijednost podataka za upravljanje strojograđevnim poduzećem temelji se na potpunosti, točnosti i pravodobnosti informacija o proizvodnom ciklusu proizvoda. Stoga kvaliteta i snaga upravljačkog sustava izravno ovisi o dubini promišljanja operativnih proizvodnih procesa i detaljnosti informacija o sastavu i tehnologiji proizvoda.
Metodologija IS-PRO uključuje dubinsko proučavanje i promišljanje operativnih procesa (procedura) u proizvodnji i tehničkih podataka o proizvodima.
Stoga se metodologija temelji na prioritetu operativne upravljačke petlje i dubini tehničkih podataka o proizvodu.
Operativni menadžment
Pod operativnim upravljanjem proizvodnjom podrazumijevamo otpremanje i praćenje tijeka proizvodnje proizvoda s točnošću do tehnoloških operacija, u kontekstu DSU lansiranja šarži i proizvodnih otpremnih naloga. To je zadatak upravljanja operativnim tokom u proizvodnji.
Također, u sklopu operativnog upravljanja proizvodnjom potrebno je upravljati procesom kretanja, utroška i transformacije materijala, izradaka i komponenti, te provoditi nadzornu kontrolu formiranja montažnih garnitura u kontekstu brojeva proizvoda. To je zadatak upravljanja protokom materijala u proizvodnji.
Dakle, rješavanje problema operativnog upravljanja proizvodnjom svodi se na rješavanje dva problema:
- Otpremanje i kontrola napretka proizvodnje (DCCP) ili upravljanje operativnim tokom.
- Sljedivost komponenti materijala u proizvodnji (PMCP) ili upravljanje protokom materijala.

Organizacijska i proizvodna struktura
Unutar podatkovnog sustava IS-PRO najvažniji element je organizacijska i proizvodna struktura unutar koje se odvijaju ciklusi proizvodnje proizvoda.
Na primjer:
- Vrsta proizvodnje: složena, višeproizvodna, precizno inženjerstvo.
- Vrste proizvodnih procesa: proizvodnja nabave metala, proizvodnja strojne obrade, srodne industrije (galvanizacija, toplinska obrada itd.), montaža.
- Organizacijsko-proizvodna struktura i glavne faze proizvodnog procesa odražavaju specifičnosti vrste proizvodnje, vrste proizvodnih procesa i puta izrade gotovog proizvoda.

Elementi metodike
Metodologija IS-PRO temelji se na:
- prvo, o hijerarhiji kontrolnih dokumenata (mehanizama) puštenih u rad s naknadnom kontrolom i evidentiranjem izvršenja.
- drugo, o ključnim procesima planiranja i proizvodnih aktivnosti.
- treće, u objektima za kontrolu proizvodnje, kao što su narudžbe za proizvodnju i otpremu, lansiranje serija.
MEHANIZMI

Ova hijerarhija odražava ključne mehanizme procesa planiranja i proizvodnje: planiranje, uzimajući u obzir najopćenitije karakteristike poduzeća; pretvaranje plana u oblike pogodne za otpremnu kontrolu; generiranje operativnih proizvodnih zadataka na razinama DSU serija i operacija (na temelju planskih i otpremnih obrazaca).
KLJUČNI PROCESI

OBJEKTI KONTROLE
- Proizvodne serije DSE
- Nalozi za proizvodnju i otpremu
- Proizvodne podjele
Stvaranje materijalno-tehničke baze komunizma
Prijelaz u komunizam nezamisliv je bez obilja materijalnih i duhovnih dobara: industrijske robe, hrane, stanovanja, kulturnih dobara i odmorišta za radnike. To podrazumijeva gigantski porast proizvodnje u svim sektorima industrije, poljoprivrede, prometa i građevinarstva. Zapravo, govorimo o novom ogromnom skoku u razvoju proizvodnih snaga.
Ogromne mogućnosti i prednosti socijalističkog sustava čine rješenje ovog veličanstvenog zadatka sasvim realnim, i to u kratkom povijesnom roku.
Glavni smjer u borbi za brzi rast proizvodnje je dovršenje mehanizacije svih procesa rada i istiskivanje ručnog rada iz svih sektora nacionalnog gospodarstva. Iskustvo pokazuje da, bez obzira na visoku razinu mehanizacije pojedinih proizvodnih karika, sve dok su ručne operacije uglavljene između njih, ukupna ekonomska
Učinkovitost nove tehnologije ostaje nedostatna, a produktivnost rada sporo raste.
Pravo rješenje može doći samo iz složena mehanizacija, odnosno korištenje strojeva ne samo u glavnim nego i u pomoćnim proizvodnim procesima. Široka primjena sveobuhvatne mehanizacije i automatizacije glavni je put tehničkog napretka koji vodi stvaranju materijalne i tehničke baze komunizma. Već sedmogodišnji plan razvoja narodnog gospodarstva SSSR-a (1959. - 1965.) postavlja zadatak istiskivanja teškog fizičkog rada na temelju dovršetka sveobuhvatne mehanizacije proizvodnih procesa u industriji, poljoprivredi, građevinarstvu, transportu, utovaru i istovar, te komunalne usluge.
Temeljni značaj složene mehanizacije je u tome što ona zahtijeva stvaranje u svakoj grani proizvodnje sustava međusobno komplementarnih strojeva, što presudno priprema automatizacija- najviši oblik suvremene strojne proizvodnje. Automatizacija znači provedbu proizvodnog procesa bez sudjelovanja čovjeka, ali samo pod njegovom kontrolom. Ako mehanizacija oslobađa čovjeka od tereta teškog fizičkog rada, onda ga automatizacija oslobađa od nepotrebne živčane napetosti.
U brojnim područjima proizvodnje automatizacija postaje izravna tehnička potreba. Brzina mnogih tehnoloških procesa toliko je porasla, a zahtjevi za točnošću porasli, da čovjek svojim osjetilima nije u mogućnosti izravno upravljati takvim procesima. Mogu se kontrolirati samo automatskim uređajima.
Elektronički strojevi donose pravu revoluciju u području automatizacije. Oni zamjenjuju ljudski rad u područjima kao što su nadzor i upravljanje sustavima automatskih strojeva. Suvremena automatizirana proizvodnja je sustav naprednih strojeva i strojeva kojima upravljaju elektronička računala. Uz pomoć elektroničkog "mozga" moguće je upravljati procesom proizvodnje prema vrlo složenom programu. Prijenos računskih, analitičkih i regulacijskih funkcija na strojeve oslobađa čovjeka mnogih monotonih i zamornih mentalnih napora. Do sada u Sovjetskom Savezu i drugim socijalističkim zemljama postoji samo nekoliko automatskih linija, automatiziranih radionica i pojedinačnih automatskih tvornica. Ali već se razvijaju industrije u kojima se cijeli tehnološki proces temelji na automatizaciji (nuklearna industrija, neke grane kemijske proizvodnje, hidroelektrane).
Trenutno, u tehničkoj politici, socijalist
Ruske su države zauzele odlučan smjer prema širokom uvođenju automatizacije u različite sektore nacionalnog gospodarstva. Dovoljno je reći da se samo u sovjetskoj strojarskoj industriji u idućih sedam godina očekuje puštanje u pogon 1300 automatskih linija. Predviđena je automatizacija osnovnih proizvodnih procesa u ključnim industrijama, posebice u obojenoj metalurgiji, kemijskoj, naftnoj, lakoj, prehrambenoj i industriji celuloze i papira.
Trendovi razvoja automatske proizvodnje već su jasno određeni: od automatskih strojeva, linija i radionica kreće se prema automatskim tvornicama, a potom i potpunoj automatizaciji cijelih industrija. U budućnosti će se pojaviti novi tip nacionalne ekonomije, gdje će automatizirana proizvodnja prevladavajući. To, i samo to, može biti proizvodna tehnika komunizma, čiji je cilj potpuno oslobađanje čovjeka od teškog, monotonog rada i očuvanje njegove duševne energije za kreativne svrhe.
Socijalistička automatizacija ne predstavlja nikakvu opasnost za radnike. Dapače, pozdravljaju ga jer im uvelike olakšava rad i omogućuje skraćivanje radnog vremena bez smanjenja plaća. Kapitalistička automatizacija, kao što znamo, izaziva ozbiljnu tjeskobu u radničkoj klasi, jer za sobom povlači povećanje nezaposlenosti i pad plaća za velike mase radnika.
Naravno, socijalistička automatizacija uzrokuje i smanjenje broja radnika u pojedinom poduzeću ili čak u cijeloj industriji. Ali to ne stvara problem zapošljavanja, jer radnici koji su oslobođeni kao rezultat automatizacije odmah nalaze mjesto u novim poduzećima iu novim industrijama. Socijalistička država brine o zapošljavanju, prekvalifikaciji i usavršavanju radnika.